What is factory planning?
First of all, factory planning describes a multifaceted range of tasks. It starts – as the words factory and planning suggest, with the design of completely new production locations – but where does it end …?
For the professional planning service provider, it is all over with the completion of commissioning. This view is also taken by many professional authors. Examples are:
Factory planning is the predictive design of factories. [...] comprises the analysis, setting of objectives, determination of functions, dimensioning, structuring, integration and design of factories as a system, including their subsystems, elements, substructures, and processes
Schmigalla, 1995
Factory planning comprises the planning and dimensioning of industrial production facilities, as well as the monitoring of realization until the production is started
Eversheim, Schuh, 1999
But this is where everything actually starts for the operator of the factory: Even where production has only just commenced, the first need for change is soon revealed …
These two opposing perspectives already indicate that it will be difficult to assign a generally accepted meaning to the term. While professional factory planners view their work as a calling with the character of a large-scale project, operators will typically interpret factory planning as practically relevant modification of the system in which their daily activities are rooted. And such change should naturally be sustainable and positive! Accordingly, the implicit wish is that radical change should not happen too often. Instead, preference is given to durably viable structures which can be adapted easily without new major projects.
This also explains why the outward appearance of many factories develops over time. They are often seen as pleasing to the eye and fuel an intuitive curiosity to experience them from inside – not just because they combine functionality and aesthetics; no, it is rather that factories have always stood for innovation and progress. The smoking industrial chimneys of past times also fascinated people, even though they have since founded a widespread opinion that immediate factory environments are unattractive. But with continuously increasing population density, factories must begin to function in urban environments – or even enrich them. Perhaps the factories of the future will even look like the one sketched here as the vision for a vertical factory?

In other words: The essence of factory planning is far more than the term reveals to us at first sight. Factory planning is something which poses a never-ending challenge for each and every individual production location. In other words, it demands permanent foresightedness and the implementation of ensuing change in the value-adding chain of producing companies.
Factory planning stands for methodical controlling of continuous change at the production location.
Why factory planning?
The term ‘Factory planning’ is commonly connected with
- New construction,
- Expansion or
- Relocation
of production systems. These are also the most frequently mentioned reasons for placing factory planning on the agenda, i.e. why the subject has become a topic of explicit interest in the first place. In such phases of radically perceptible change, the discussion also tends to revolve around extraordinarily high investment sums. This brings factory planning into the focus of company management. It often becomes a separate project in its own right, and possibly even a huge one. And this can usually only be managed with external assistance.
All this leads to the widespread perception that factory planning itself should always to be viewed as a project, and that it is only seldom necessary to undertake such efforts.
But why is that? Is it not true that technological change is moving faster and faster? Does it make sense to react to a constant pressure to adjust with radical change projects? Would it not be better to treat factory planning as a permanent process, and to continually weigh up possible change scenarios in order to be able to respond quickly and flexibly?
Of course it would be better!
But even though management science has regularly introduced new factory concepts over the past decades, along with the required models and methods, most enterprises have so far remained quite literally unable to cast off their old skin. The dream of a new production facility, built on a greenfield site and designed in accordance with all the latest knowledge, often remains an economically unrealistic proposition for years or even decades. Radical modifications or extensions are very rarely the rule.
The only remaining option is a reorganization of existing factory building structures – in the course of relocation. On the other hand, this appears to be the only field of action without true factory planning character. A few pieces of machinery are moved to a new location or set aside to make room for replacements. But does such an approach really call for factory planning?
Yes! Precisely in this situation, it is imperative to have recourse to
- Models (so-called factory layouts),
- Methods (the essence of systematic planning) and
- Tools (usually software).

Factory planning concepts (examples):
- Fractal factory – virtual production (Warnecke, 1992).
- Das Bionische Unternehmen (« The bionic company », Engel, 1990).
- Die Holonische Fabrik (« Holonic manufacturing », Höpf, 1994).
- Die Modulare Fabrik (« Modular manufacturing », Wildemann, 1998).
- Lean Production (Womack, Jones, Roos, 1992).
- Wandlungsfähige Fabriken (« Adaptable factories », Schenk, Wirth, Müller, 2014)
- Plug+Produce (Hildebrand, Günther, Mäding, 2005).
Without factory planning, structures will evolve in a direction which no-one wants and no-one can change.
Every intervention in factory structures alters those structures, and that applies equally for both radical and continuous change. Where this is neglected, however, important need for change may go unnoticed. The eventual outcome is a ‘naturally’ evolved structure of the kind which everyone fears, no-one wants and no-one can change.
What are the differences between production and factory planning?
Planning activities in a factory are versatile. Especially in practice, it is often difficult to differentiate between factory planning and planning tasks in factory operation. It is necessary, nevertheless, since the two fields must be clearly distinguished methodically.
One important reason for this differentiation is the planning horizon, which for factory operation (i.e. in production planning and control) is determined on a daily basis and thereafter for the short to medium-term, whereas factory planning is rather a medium- to long-term process and by definition not considered on a daily basis. This also results in very different requirements – on the one hand in methods and algorithms, and on the other hand in (digital) data and key performance indicators.
- While it is generally individual parts and thus the movement data for each cycle of the corresponding manufacturing process which are used to control optimal resource use in factory operations, factory planners concern themselves with material movements at a much lower resolution. Their approach is to view the structures of material flows in their entirety and against the background of various future scenarios, some of which may be decidedly fuzzy.
- Where control methods and models are guided by the capacity utilization of the resources and throughput times, factory planning processes are reflected in production layouts. In this context, the expected efforts in transportation or area utilization are interesting key figures.
- Where production planning deals with the determination of production batch sizes, order sequences and shift manning levels (use of personnel resources), the design parameters in factory layout planning are of a functional and geometrical nature, i.e. the types, dimensions and positions of layout objects.
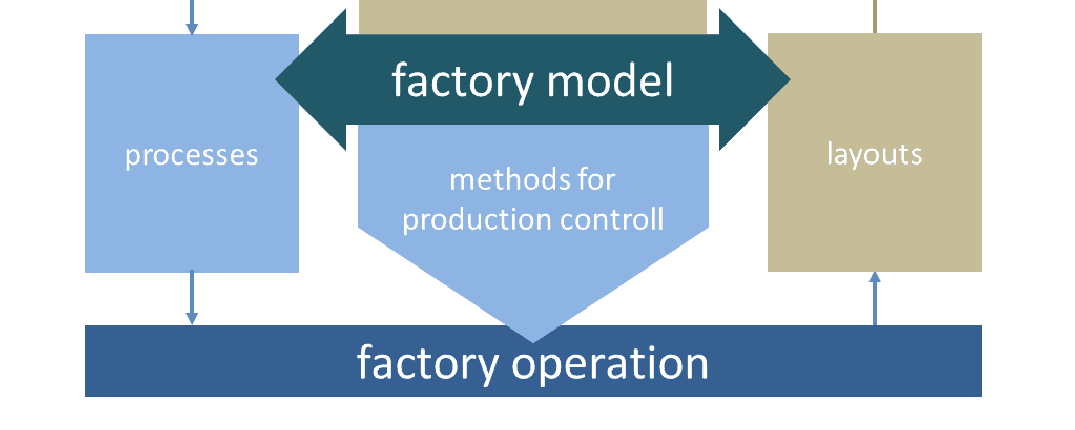
On the other hand, the planning and operation of factories must harmonize with each other, and that is why models are necessary to combine the two. The value stream can here serve as a valuable basis. In this model, not only processes, but also resources are considered. If processes change significantly, resources must also be reviewed accordingly, e.g. with regard to capacity (dimension) and arrangement (position in the layout). Continuous updating of the value stream data may well trigger reconsideration of the planning horizon and thus prompt a transition from production planning to factory planning.

What is the approach in factory planning?
The dominant perception of factory planning as the planning for new facilities, or at least for the radical transformation of production locations, is also reflected in the prevalent modeling of factory planning procedures. In Germany, particular importance is attached to the guideline VDI 5200 published by the Association of German Engineers, , which describes the planning cases « New construction », « Expansion », « Restructuring » and « Dismantling ». The guideline essentially defines a factory planning process subdivided into the seven phases “Setting of objectives », “Establishment of the project basis », “Concept planning », “Detailed planning », “Preparation for realization », “Monitoring realization » and “Ramp-up support », but also integrates services provided by the architect in accordance with the German Fee Schedule for Architects and Engineers (HOAI) into the relevant factory planning phases. This close linking of architectural and factory planning services already points to the focus on larger-scale planning projects.
In most cases, however, factories are less likely to undergo radical change and instead evolve continuously in small steps. It is nevertheless useful to locate also such smaller changes in a framework of factory or location development. Such frameworks should not be too strictly linear, however, and should allow for iterations and different levels of consideration for changes of the most varied extent.
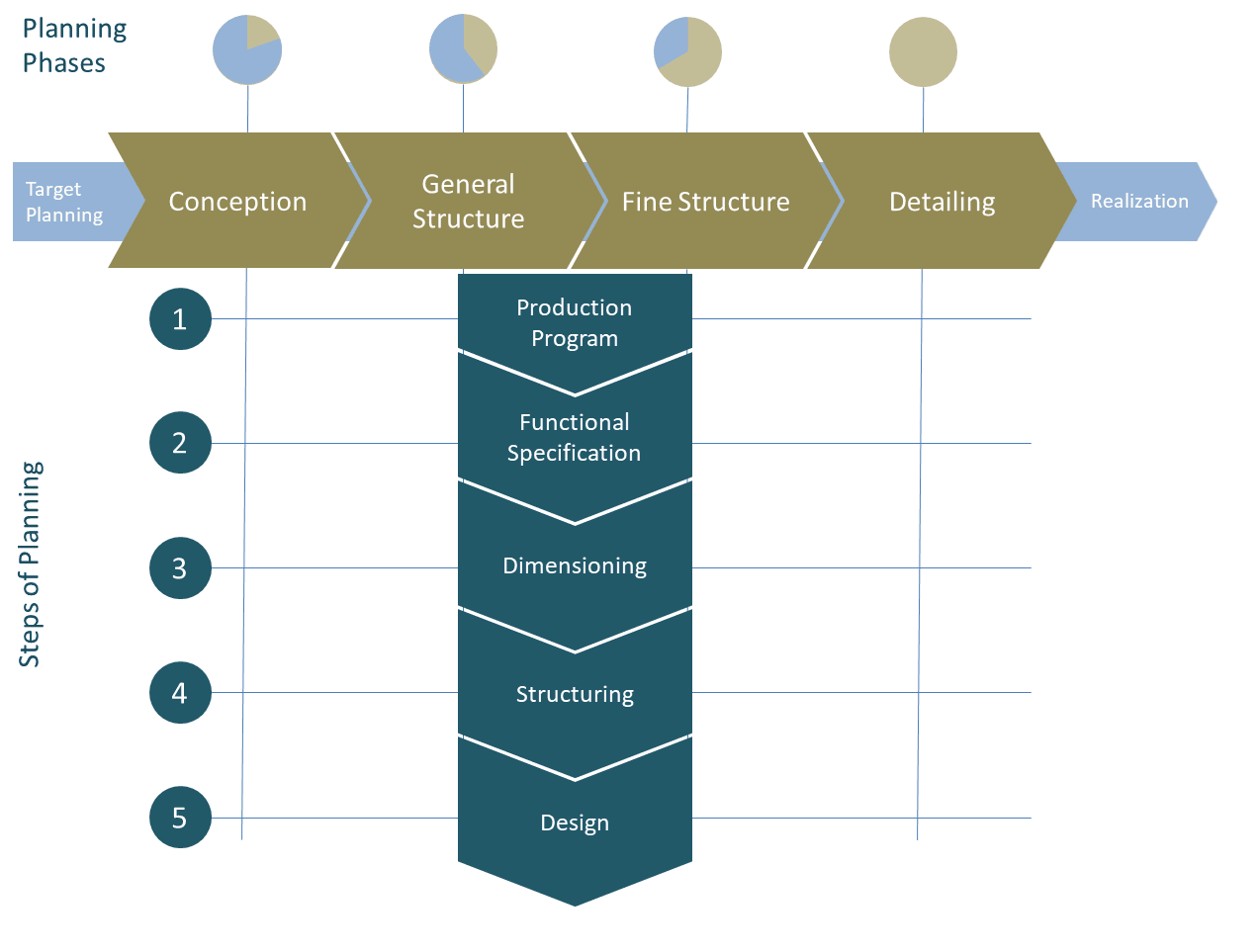
It is relatively simple to describe this complexity in a two-dimensional model plotting planning phases and planning steps:
- Planning phases represent the gain in knowledge or level of information regarding the planning object. Planning phases thus also stand for the timely progress of a project (horizontal dimension of the framework).
- The planning steps, on the other hand, stand for methodical requirements which facilitate the gain in knowledge in the first place and then drive its targeted expansion (vertical dimension of the framework).
The path through the framework can be characterized by its more or less extensive iteration loops. A series of successive, methodically founded planning steps must be completed at each planning phase. This kind of model is more universal, but provides less precise orientation for an individual case than the German guideline VDI 5200, for example.
The framework of factory planning
The subject of factory planning is an entire factory, in other words a complex socio-technical system. It is only logical that the planning must be based on models. In the simplest case, this means a two-dimensional layout as a drawing with various supplementary documentation. Digital factory models are the standard. They exist with the most varied levels of detail, but are very often spread over multiple organizational units of a company. A single digital model which brings together all the information to be used in factory planning is generally an illusory expectation.
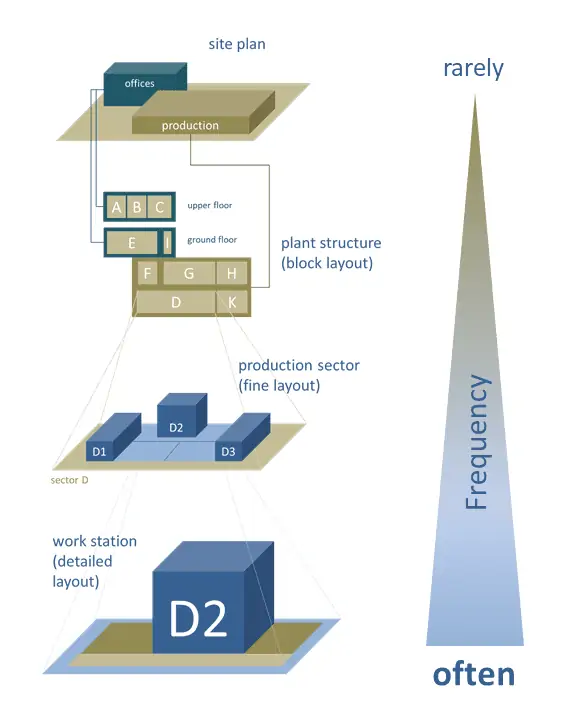
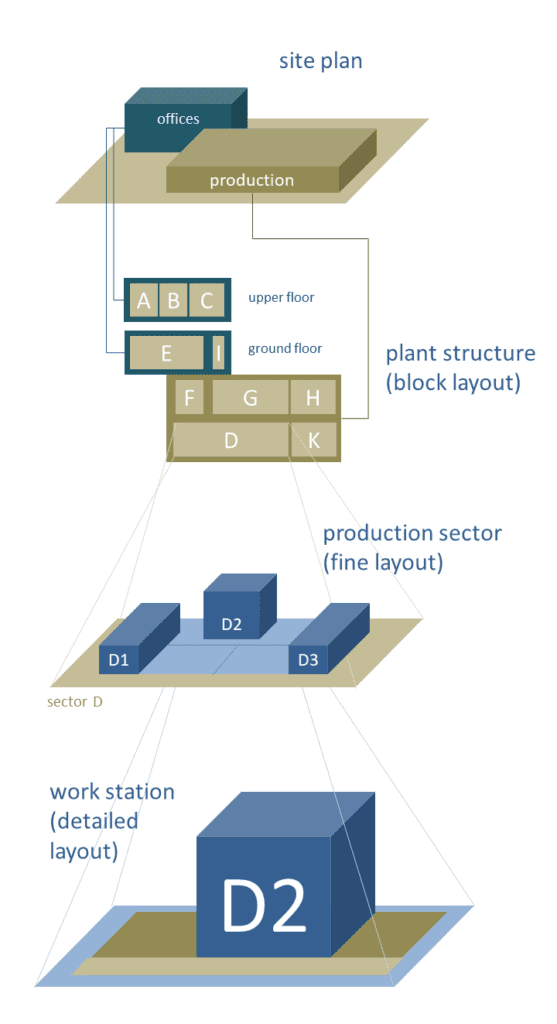
Factory planning must therefore be able to cope with incompleteness, vagueness and even a relative lack of clarity as to the planning targets and their framework conditions. It is not least the latter circumstance which makes it necessary to use hierarchical models. Such hierarchical approaches can be illustrated most simply by way of analogy to a world atlas:
- The first page of a large atlas opens up to show the whole world; separate views on the following pages then present information from more specific perspectives, e.g. topography, political structures or climate zones.
- On those following pages, the resolution changes. In the case of geographical maps, this is done by altering the scale. More details become visible. Overarching information (e.g. the climate zone) controls the extent to which the resolution is refined for a given area. Maps with the level of detail of a city map are meaningless for the Arctic or Antarctic, for example.
- Each resolution serves a particular purpose: A political map of the world, for example, shows the number of states in a region and their relative locations, whereas this information is of no consequence for a city map and will thus be omitted. On the other hand, the city map contains street names, information which is simply impossible to present on a world map.
- To be able to combine these different levels of presentation, some form of classification system is required; in an atlas, this would be a table of contents and internal references to neighboring maps or maps with higher resolution.
Useful factory models follow a similar hierarchy. There are various levels with a coarser or finer resolution, each of which serves its own (planning) purpose. All the levels exist side by side, but the planner does not know everything about every single level at every moment of the planning process; knowledge grows.
When designing a factory, therefore, there is nothing to be gained by working at the highest level of detail from the very beginning. In the case of restructuring, on the other hand, the known, detailed status quo can be taken as the starting point. It is better to follow a top-down approach, starting from a rough layout and progressing to finer detail. Here, it is then necessary to derive the coarser levels in order to analyze overall correlations as the basis for a new design. It is hardly meaningful to seek to overcome logistics bottlenecks by modifying the transport system, for example, if the product and production strategy suggests technological integration and thus local concentration of the process steps involved. The resulting demands must be evaluated at factory structure level, which will usually result in new and different demands being placed on the logistics.
Mastering complexity with hierarchical factory models
Framework for factory planning
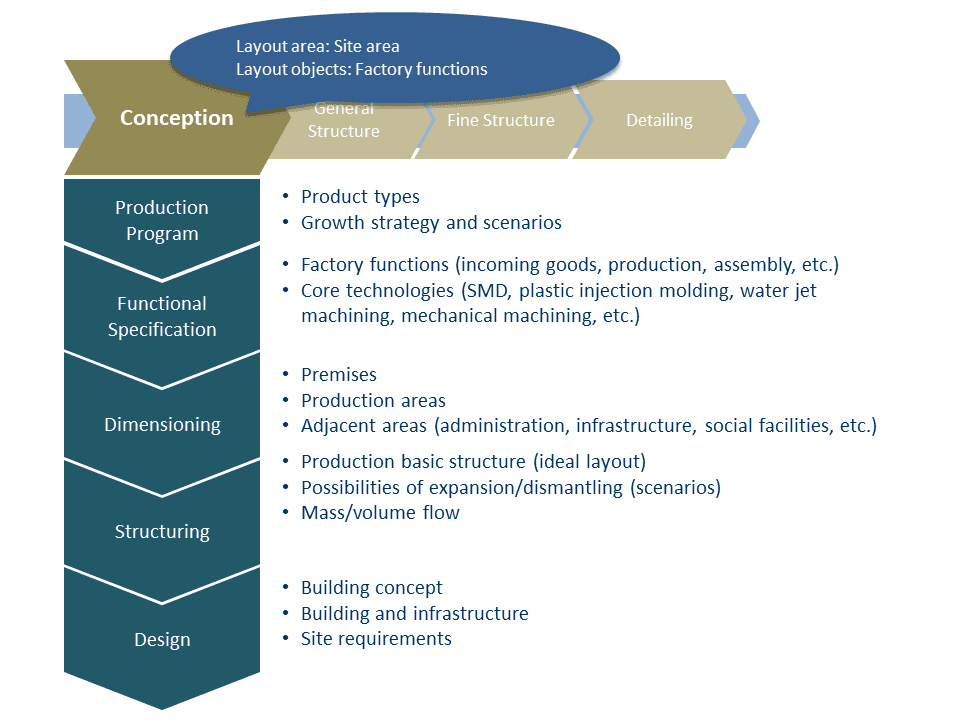
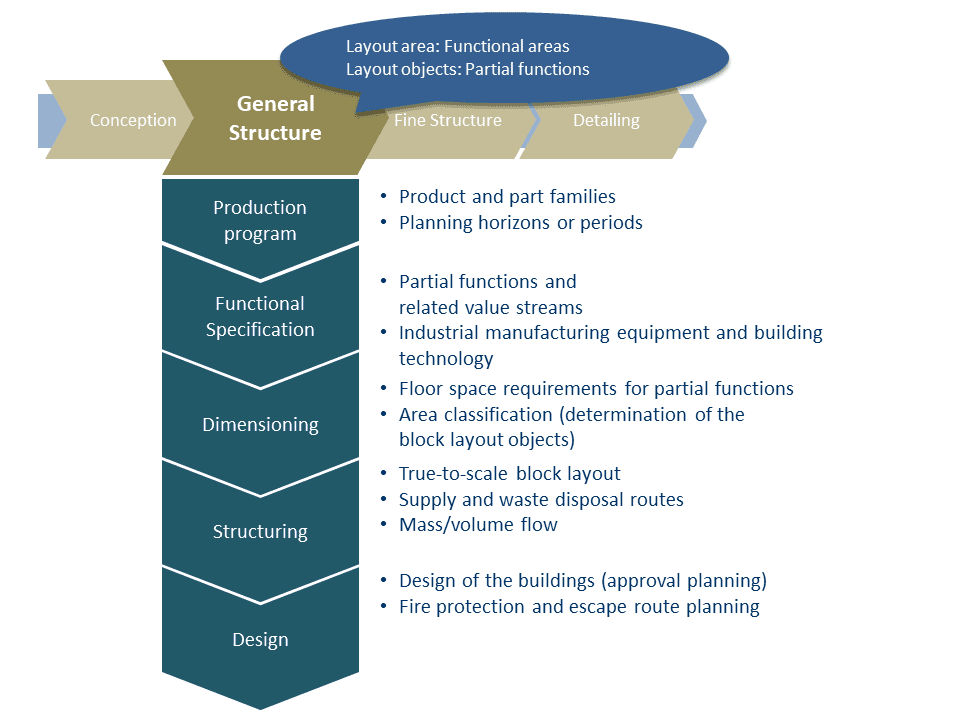
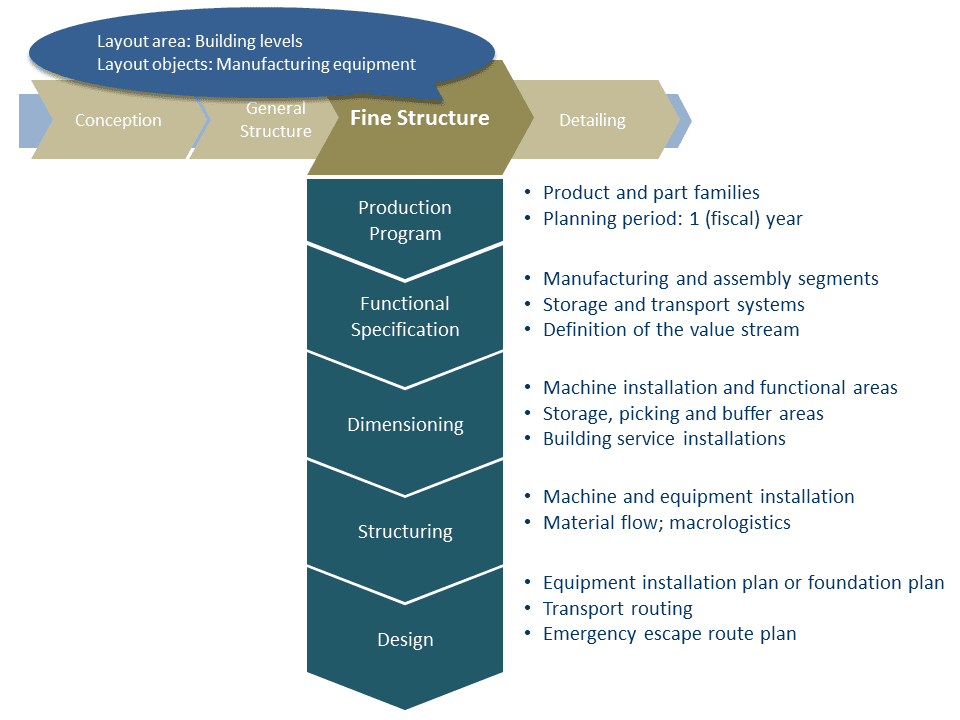
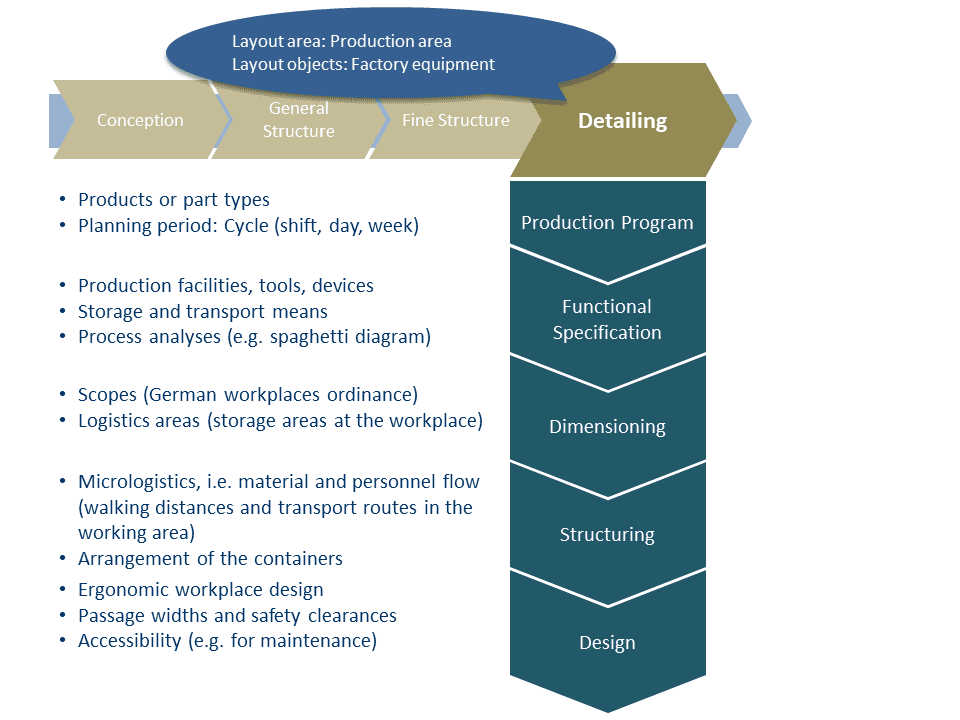
It is possible to move through the hierarchy in both directions: From the top downwards and from the bottom upwards. The top-down path is the successful route for new factory design, the bottom-up path for restructuring. To enable the handling of these planning cases, the aforementioned framework of planning phases and planning steps can be applied to the hierarchical factory model. The central concepts here are
- Layout area und
- Layout object.
The layout areas under consideration become smaller and smaller as the planning phases progress; their layout objects become more and more specific. This means that the total number of layout areas and layout objects to be considered increases over the course of the planning. Independently of this fact, they are developed methodically within the following planning steps:
- Analysis of the production program: The objective here is to determine which of the many parts produced in the factory can be taken as type representatives for a group of similar parts for planning purposes. Such groups may also be referred to as part or product families. The entirety of these groups over a given reference period represents the production program. The question to be answered: What should be produced and in which quantities?
- Functional specification: Each part family will usually be passed between several resources (e.g. manufacturing units) in accordance with the particular production technology. The type and characteristics of these resources are elaborated at this planning step. The result is a reference process. The question is thus: With which resources and with which technology is the production program to be manufactured?
- Dimensioning: The next step is to determine the quantities of resources required to handle the production program. In most cases, this step uses block layouts which merely describe the space required for the resources as a layout object. The question is: How many resources are required.
- It is only at the structuring and design steps that attention is turned to positioning of the resources in the layout, i.e. the actual structural and layout planning. The questions here are: Where should the resources be placed and – in more detail – how?
The whole process is repeated from the beginning at each planning phase, though the final two steps of structuring and design become more and more significant as planning progresses and are overall the layout planning tasks which occupy the most time.
Consequently, the scope of tasks for the planner increases as planning progresses, because
- more and more smaller layout areas are to be considered, and
- the level of detail of the layout objects increases.
This is accompanied by an increase in the technical expertise required to manage individual planning objects. At the same time, the role of factory planning methodology decreases. Or put another way: The further we progress through the planning process, the greater the importance which must be attached to the knowledge and experience of the factory operator. It was for this reason that a belief in the value of participative approaches in factory planning emerged around the beginning of this century. Not only can the tasks be spread over more shoulders, the planning quality and acceptance of the solution, in particular, are increased. In addition, the time required is reduced.
Standardization of factory planning through models, methods and tools
As far as standards in factory planning are concerned, three classes can be distinguished:
- Models are the heart of all efforts for standardization in factory planning. Models are elaborated in the form of factory layouts; essential aspects of standardization are the hierarchy (i.e. level of information or detail for the layout objects) and evaluation (i.e. KPIs and their data basis).
- Procedural standards usually comprise methods that are regularly used in the individual steps of planning. The aforementioned framework of factory planning is itself also a procedural standard.
- Procedural standards and standardized models are connected by way of standard tools. This generally software; analog tools tend to be limited to partial tasks in detailed planning (e.g. spaghetti diagrams, space-within-reach templates).
The main effect is achieved with modeling standards, because the factory model reflects the results of factory planning before actual realization begins. If the factory model is readily understandable, it is easy to spot planning deficits. Last but not least, that raises acceptance, also for necessities which may be experienced as unpleasant.
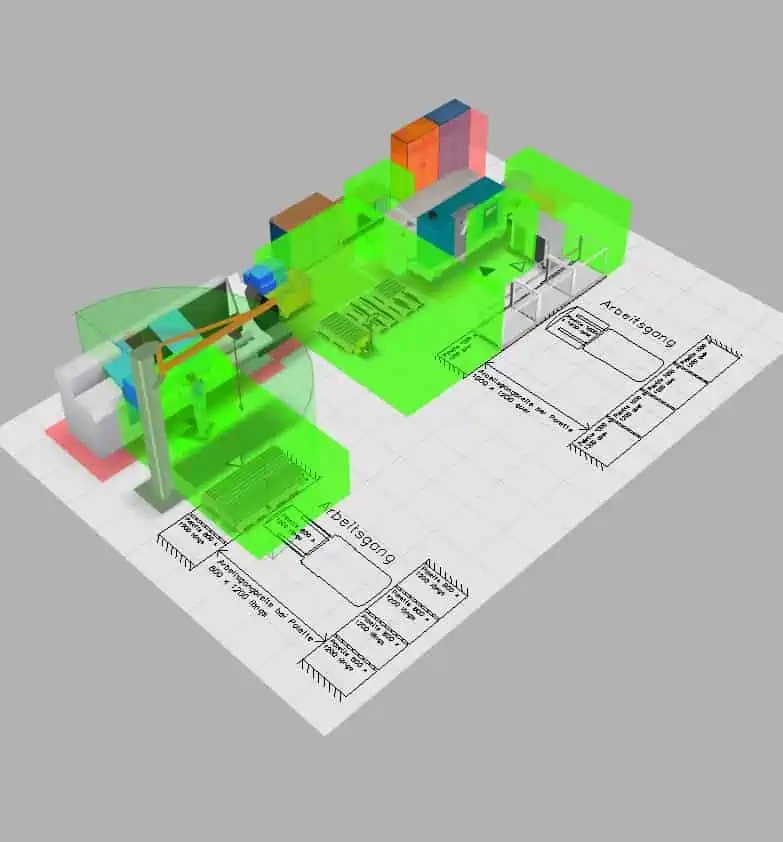
Many practicians mention photorealistic representations of virtual three-dimensional factory layouts as the desirable measure of understandability. From the methodical perspective, however, this measure is only attainable towards the end of the planning process, i.e. during the detailed planning phase.
In the real world, on the other hand, this maximum level of detail is available for existing factory structures. It thus seems logical to model existing layouts in 3D or the like, regardless of current factory planning needs, e.g. as a communication platform.

And it is precisely at this point that the necessity of standardization comes into play: It is above all important to recognize the necessary hierarchical levels and to determine the level of information which is most expedient in each case. The principle here is: As roughly as possible, as detailed as necessary. The following levels are proven in practice, starting from the highest level of necessary information:
The layout structure is the fundamental standard.
- Workplace or manufacturing unit (e.g. machine with floor space requirements for operation and maintenance/repairs, as well as functional areas)
- Production area (e.g. manufacturing section comprising 5 machines with shared operators, including floor space for staging, handling and micrologistics)
- Production level (e.g. a floor of a building comprising several production areas, as well as social facilities and auxiliary floor space for supply and disposal logistics serving the production areas)
- Production location (e.g. premises)
The workplace or manufacturing units are the smallest layout objects considered in factory planning. They are arranged in production areas, which are themselves delimitable flow systems with defined interfaces to the supply and disposal logistics (e.g. doors, storage areas, etc.). These areas are in turn layout objects within a production level. In this way, a model of the entire location is developed, e.g. as a block layout.
For three-dimensional visualizations, the production levels are additionally located in buildings.
What are the benefits of factory planning?
Perhaps the most revealing question as to the benefits of factory planning is: What next?
After radical changes in the factory, everyone is naturally glad that the project has been brought to a successful close, and especially that any teething troubles are at last behind them. In their project summary, it is not unusual for the participants to bemoan the extraordinary efforts which were necessary. If only it had been clear which data are needed for such a project, for example, everything would have been achieved with much less stress and with fewer complicated discussions. Determination of the real status quo was already an enormous task. And so everyone naturally swears that things will be tackled much better from now on …
And precisely that is the challenge! The benefits of factory planning derive not from the fact that a newly planned production system is finally up and running, but rather from timely recognition of when factory planning needs to be placed on the active agenda.
DMany factory planning projects arise from the pressures of suffering, not from a readiness to embrace change:
- No space
- Perceived efficiency
- Pressure to act in response to technological advances
are just a few examples which can be mentioned. The question is frequently not how well planning will succeed, but rather whether it will succeed at all. A good outcome is deemed to mean that everything functions in the end and the budget has not been exceeded by an infinite amount. Now that everything is new, it will also be better. If we are satisfied with that, however, we are also wasting potential. Novelty and the resulting efficiency benefits will soon wane. Options for different courses of action arise continually. It is simply a matter of recognizing and evaluating them.
Change options arise gradually over time. Factory planning helps to recognize them.
Working with performance indicators
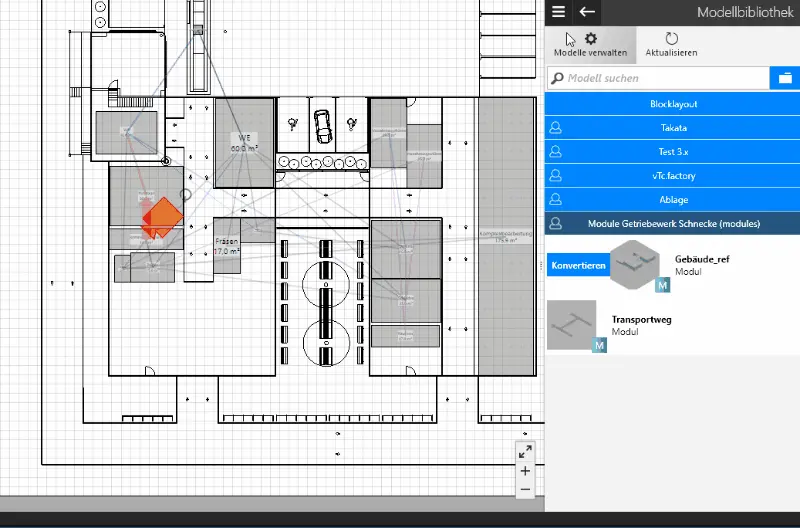
Structural indicators help in this respect. For example, potential changes in the factory layout can be assessed on the basis of figures from material flow monitoring. To this end, the current material flow intensities (or those planned for the next period) are entered into a digital factory model, which then analyses the structure type and dependencies within the factory layout at various levels of consideration in order to visualize the starting points for changes.
The animation illustrates the effect for an example of block layout planning. The structural indicator used is the transport effort:
- In the layout under consideration, the departments for milling and complex machining are located at a considerable distance from each other.
- As to be seen in the list of priorities on the right, the modified triangular method implemented in the software suggests that these two departments (nos. 8 and 9) should be located closer to each other.
- If such a layout can be achieved (e.g. by moving the complex machining department), the transport effort will be reduced.
Without factory planning models and methods, such need for change goes unnoticed for the most part, as it generally arises gradually over several periods. It is only when a bottleneck actually affects operations that there is suddenly pressure to act. Examples of indicators may be a lack of space or excessive internal transport with an increased risk of accident. In this case, factory planning is used merely as a reactive instrument. Significant effort must be invested, but the outcome is nothing more than a return to manageable structures.
Who is involved in a factory planning project?
In contrast to other conceptual tasks which must be performed continuously, such as product development or production planning and control, there is often no separate organizational unit for factory planning in smaller and medium-sized companies. This lack of institutionalization means that responsibility for the planning of the factory is generally assumed directly by the company management. This, in turn, also explains the typical project character of such planning activities; it is also normal practice to obtain professional external support. This is actually imperative in the case of larger projects. The following disciplines will typically be involved:
- Architects: Building design
- Professional and trade engineers: Structural calculations, heating, sanitary facilities, electrical installations, etc.
- Production engineers: Machines, equipment, fixtures, tools
- Logistics specialists: Material flow, storage and conveyor technology
- IT specialists: Planning, control and automation systems
- Designers: Product specifications
- Business economists: Target costs, economic efficiency, budget
- Labor economists: Working time and payment systems
- Project managers: Costs, deadlines, quality
- Suppliers: Tradesmen
- Authorities: Permits, acceptance
- Assessors: Expert opinions
- Legal advisors: Contracts
Factory planning projects require the cooperation of experts from many different disciplines.
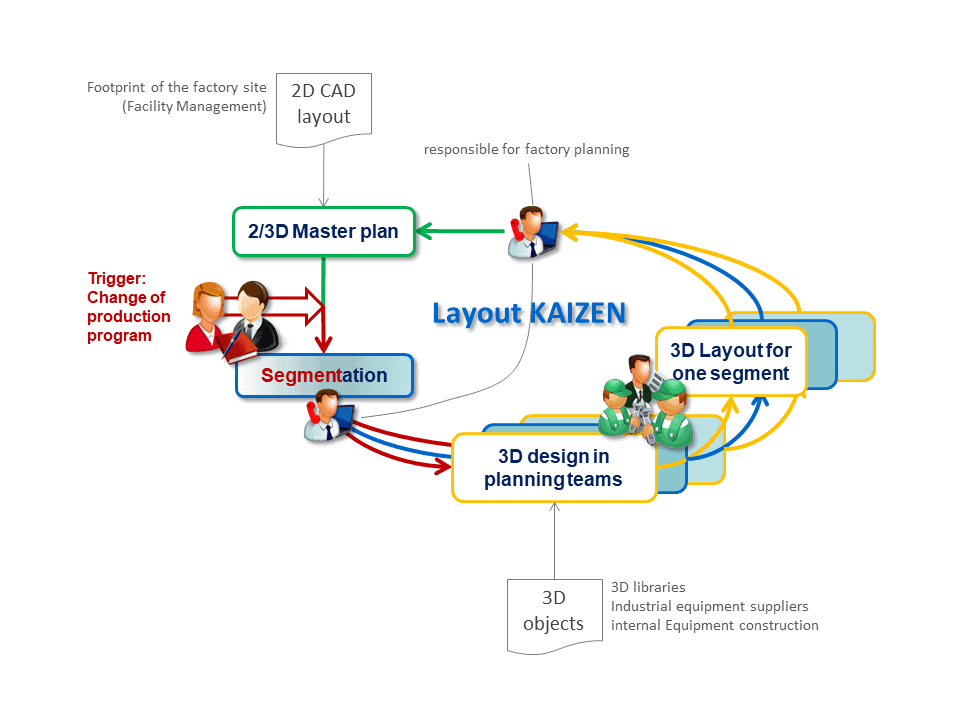
Involving those affected.
The most frequent changes, however, occur below the level of what is generally perceived as a factory planning project, namely where the reorganization only concerns individual areas. This entails merely structural and design tasks from the phase of fine or detailed planning. If the extent of required information is taken into account, it is essential to involve several persons with different specializations from the area itself. They can then work together to analyze the structure and design of the production system.
Furthermore, the increasingly dynamic nature of many production programs calls for continuity in planning. It seems expedient to apply the concept of KAIZEN in this case and to organize such regular factory planning tasks in small interdisciplinary groups. Both experience and management studies show that, where persons with corresponding experience from the affected areas are involved, the quality and acceptance of a planning solution, in particular, are improved. That saves valuable time.
How often is a factory planned?
Factory planning as such is not a one-off project task, but rather something which is always of concern for manufacturing companies – or at least should be. That does not mean that there are no projects at all in factory planning. In fact, factory planning comprises countless projects which recur at different intervals. They are usually triggered by
- the launching of new products, or
- the availability of new technologies,
but could equally derive from the discontinuation or inefficiency of products and technologies. In other words, factory planning is all the more frequently necessary, the more volatile the developments affecting the production program and production technology and the greater the spatial impact of the production technology. In a factory dedicated solely to the assembling of smaller series products, for example, the product spectrum, and thus the production program, is subject to very frequent change, but the technology is only affected to a lesser degree. The spatial demands of the production technology remain constant over relatively long periods. The opposite is true in branches like the chemical industry. Here, a new product will usually mean new and extensive installations. This will significantly impact the factory structure, though it does occur much less often than in the manufacturing of electronic devices, for example, where innovation cycles are very short.
Another factor is of course growth. Attention must be paid not only to positive growth, as declining growth poses particular challenges for factory planning. Overdimensioned factory structures are disproportionately costly if capacity utilization is weak. Many production locations have fallen victim to negative growth. It must be left to the experts to assess the extent to which this can be attributed to a lack of factory planning activities, but it is indeed new construction which dominates general perceptions in terms of factory planning.
In summary, it can be concluded that (referring to one and the same company) new factory planning remains relatively seldom. Most factory planning tasks arise from the necessities of continuous location development. This is increasingly a permanent item on the agenda of many responsible managers in industrial engineering.