We see that companies with job shop production are also increasingly moving to line production.
- Is job shop production outdated or is this just the influence from the automotive sector and the lean production philosophy pronounced there?
- Can companies without line production still exist in the market at all?
I would like to give answers to these questions in this article and also a small overview of the terminology and the professional basics.
What type of manufacturing do you have?
To answer this question, you need some data. But don’t worry, the effort required to obtain the data is minimal. And the approach to determining your type of manufacturing is relatively simple:
The basis is the work plans you have in the ERP. They reflect the technological processes per product. These in turn determine the structure of production, the so-called type of manufacturing (also structure type).
Let’s illustrate the procedure for determining the type of manufacturing with a simple example. The theory for this is based on Schmigalla (Schmigalla, H.: Methoden zur optimalen Maschinenanordnung. Berlin: Verl. Technik, 1970).
Step 1: Creation of process graph or connection matrix
As an example we use a very manageable production area where the different products are processed on machines A to F. Instead of machines, resources can also be set in general, starting with workstations and ending with entire departments. It is only important that all resources belong to the same hierarchy level in the factory model.
The simplest way to describe this is a process graph, where the nodes of the graph are the resources. Alternatively, this can also be described somewhat more formally and perhaps automated from the ERP system in a connection matrix.
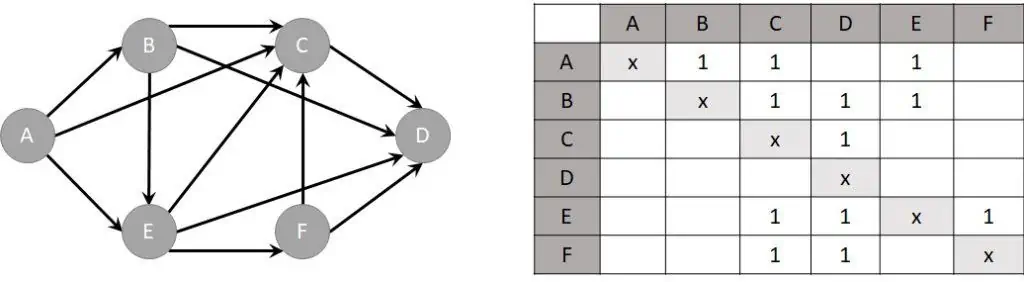
To create the process graph, we start with the work plan of the first product, which has the processing sequence (A -> B -> D). To do this, simply draw the connections as an arrow in the process graph or enter the connection as 1 in the connection matrix (row -> column). For the second product, with the processing sequence (A -> E -> F -> C -> D), proceed in the same way. As result, you have the shown process graph or the connection matrix with all necessary relationships between the resources results.
Step 2: Calculation of the cooperation level
The overview showing the technological relationships between the resources is used in the second step to determine the level of cooperation ƞK for the system under consideration. This is done by counting the connections to other resources for each resource, summing them up, and then dividing this number by the total number of resources:
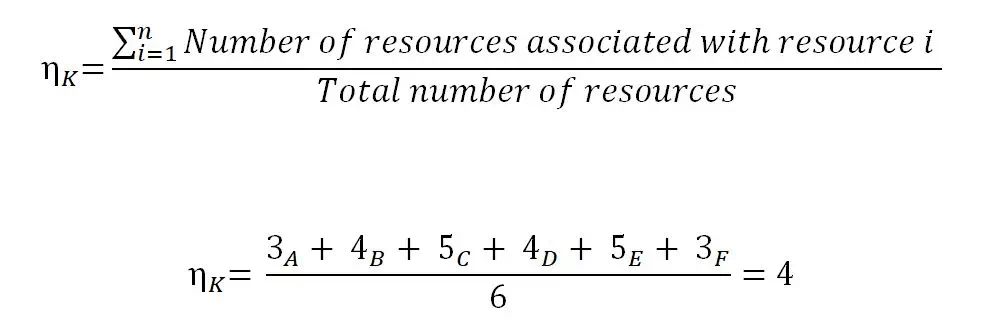
As a result, we get the value 4 the level of cooperation for our small example. Based on this value (4) and the total number of resources (6) the type of manufacturing is determined.
Step 3: Determination of the structure type
Use the values to go to the diagram created by Schmigalla and read the corresponding structure type.
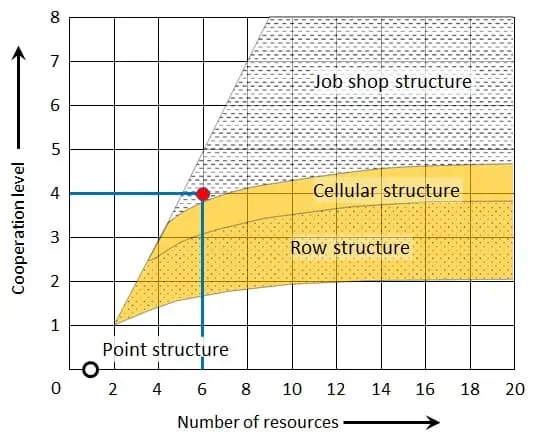
In this case, it is definitely a job shop structure and therefore a job shop production.
What is behind the manufacturing types and structures?
According to Schmigalla, there are four different types of structure and if you look deeper into the literature you can find many more with different designations. At this point, I would like to describe only roughly, what is behind the structure types: Use cases, advantages, and disadvantages.
Point structure – site manufacturing
A point structure is generally seen as stationary manufacturing. This means that the product is manufactured or assembled at one location and is not transported over several workstations.
Use cases:
- Production of unique or very bulky or non-movable products
- Prototyping or construction sites
Advantages :
- Flexible work equipment
- Limited production area
- Individual customer requirements can be easily implemented
Disadvantages:
- Complex planning of processes
- Mobile work equipment
- Partly long transport routes

Row structure – line production (flow-oriented production)
The row structure is mainly understood to mean the arrangement of workstations in a row or also line which is passed by the products essentially in one direction. The background here is often the automated linking of stations by means of conveyor technology and the timing of the work steps. In this case, we also speak of assembly-line production, with reference to Henry Ford.
Use cases:
- Production lines of series and mass production products
- Food industry, automotive industry
Advantages :
- No intermediate storage
- Short lead times
- Use of unskilled workers possible
- Clear production flow
- Low transport costs
Disadvantages:
- Hardly any flexibility in the processes
- High investment due to automation technology
- Susceptibility to malfunctions, especially in interlinked plants
- Monotony in the work
- High retooling costs

Cellular structure – group production (group-oriented manufacturing)
The cellular structure is a combination of flow structure and job-shop structures. Here, individual production sections are combined to form a production cell in order to carry out the same work on several products in one area. Typical implementations of this are, for example, production cells or so-called flexible production cells (mechanical production).
Use cases:
- Production cells for variant-rich small batch production
- Machine tool manufacturer
Advantages :
- Automation of processes
- Shortened throughput times
- Optimized changeover times and costs
Disadvantages:
- Higher investment costs
- Limited flexibility in the processes
- Greater effort in planning and controlling the processes

Job shop structure – job shop production (operation-oriented manufacturing)
Job shop or workshop production is characterized by a strongly operation-oriented structure in which similar manufacturing technologies are grouped together. The products pass through these resource groups according to the required technological sequence. As a rule, this varies greatly over the number of products.
Use cases:
- Individual and small series production
- Workshop, handicraft, special machine building
Advantages :
- Use of universal machines or flexible production cells
- Very high flexibility regarding products and customer requirements
- Varied and creative work
- Very good adaptability
Disadvantages:
- Stocks due to intermediate storage
- High labor costs
- High transport costs
- Longer lead times

As can be seen very quickly when describing the four structure types, these have a strong relationship to the number of products to be produced. Thus, it plays a decisive role whether it is a single-part production or a mass production.
What determines the manufacturing type?
In the following figure, I would like to illustrate the relationship between the production program and the manufacturing structure.
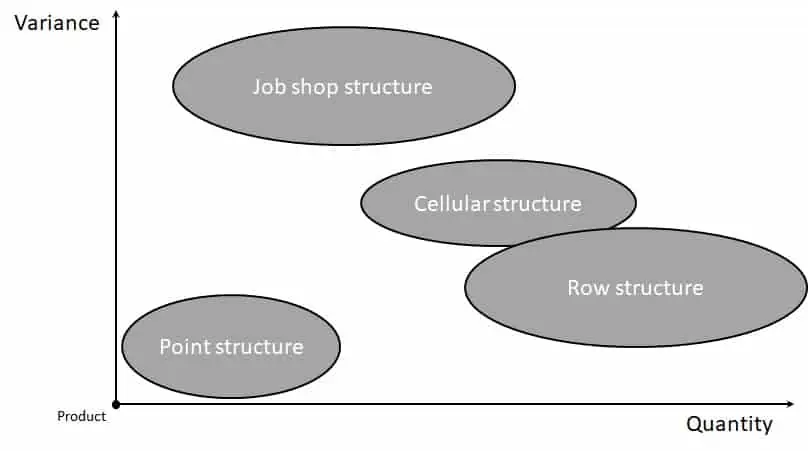
Of course, there is still room for maneuver between the structures, especially between cellular and row structures. But the basic classification of the production type is predetermined. And connected with this is the answer to the question of the ideal factory or production layout. Flow or workshop production is therefore not a design decision in structural and layout planning or even a question of trends. The question – signaled by the variance of production orders – goes back to product development.
So if you want to manufacture products that were previously made in a job shop production faster and in a larger number of pieces, you have to influence this already in the design and manufacturing technology. This means dealing with the issues of forming assemblies and standardization in order to increase repeatability in the work processes and reduce variance in the machining steps.
It could also be the case that the spectrum of customer requirements can no longer be covered with the products previously manufactured in a production line and that production is too sluggish and inflexible with regard to changes. This means that customers want more individual products and perhaps also new functions in the products more quickly. In this case, too, modularization and standardization must be implemented as early as the product design process so that the manufacturing processes can be designed accordingly. Here, basic components of the products could be manufactured in production lines and customer-specific functions in special production cells.
Related topics: