One concept that always comes up in factory or production planning is lead time. Especially in the context of operating cost calculations and process optimization along the value chain, lead times play a decisive role. But what exactly do we mean by lead time, and how significant is it really in the planning process?
Definitions and understanding of lead time
For a clearer picture, we can first look up corresponding definitions of the concept. Definitions applicable to factory planning and work system design can be found in Wikipedia and in a lexicon published by REFA.
According to Wikipedia (Lead time – Wikipedia), lead time is the latency between initiation and completion of a process. That is, this is the time required for an entity to pass through a system.
According to REFA (☛ Lead time – What is that? ☚ | REFA), lead time describes the period required to process an order or to complete task sequences between and within companies.
In terms of practical application, both definitions leave plenty of scope for interpretation. It is quickly obvious that lead time can mean many different things and comparisons are thus difficult. A search for further definitions only serves to confirm this impression. To get a better idea, we can view the situation from two different perspectives – firstly that of the customer, and secondly that of the manufacturer or manufacturing company.
Two perspectives on lead time
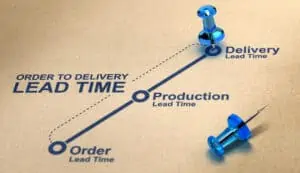
When the customer places an order, he would like to receive his product or goods on a defined delivery date. This delivery date should normally be in the very near future, if not immediate. For the customer, therefore, lead time starts with the order and ends upon receipt of the goods. The manufacturer, on the other hand, views lead time in a completely different way. We can here consider two extreme scenarios.
In the first scenario, the manufacturer has the goods in stock and can deliver immediately. For the customer, the lead time is very short, but for the manufacturer, this represents only a fraction of the actual lead time. One limitation here is that the customer is unable to specify individual demands. He purchases the product “as is” from the warehouse.

The requirement for customer-specific demands to be taken into account in a product brings us to the second scenario. The manufacturer only starts to manufacture the product after receiving the customer’s order. In this case, the customer’s lead time is very similar to that of the manufacturer.

Actual reality will generally lie somewhere between these two scenarios, and so the prime objective for a successful manufacturer will always be to
minimize lead time.
And as the cost of a product is to a large extent determined by the manufacturing time, as an element of overall lead time, this will naturally also affect the product price. The questions remaining to be answered are: What constitutes lead time for the manufacturer, and how can the individual elements of lead time be addressed in the planning process?
What constitutes lead time for the manufacturer?
In accordance with the described situation in which a customer places an order and perceives lead time as the time which passes until the goods arrive, manufacturers should also take order receipt and delivery as their key measures for lead time. Frequently, the calculation of the lead time does not begin until an internal manufacturing order is issued. It then already ends upon the completion of the actual manufacturing and transfer to the dispatch warehouse.
This naturally ignores important elements of lead time. But let’s begin with the unambiguously defined stages and return to the often neglected elements of lead time later.
1. Manufacturing time
Manufacturing time or performance time is probably the most important element, given that it covers all necessary value creation steps. This could refer to mechanical process steps, e.g. the machining of a component, the assembly of a module or equally the generation of an invoice in the accounts office.
2. Set-up time
The second element, which will usually be closely associated with the manufacturing time, is set-up time. An example of set-up time is the retooling of a machine to manufacture a different product, in other words the time necessary to prepare the machine or workplace for production.
3. Transport time
As it is rarely the case that all workplaces involved in the manufacturing of a product are located immediately alongside each other, transport time must also be taken into account. Transport times are the times spent to move materials and the semi-finished or even finished products between workplaces, departments or factories.
4. Waiting and storage time
It is generally not possible to coordinate and synchronize manufacturing and transport to such an extent that no waiting times arise. The organizational measures which are taken lead, in turn, to waiting and storage time. Such organizational measures could include the formation of manufacturing batches, in order to minimize set-up time, for example. Transport batches to minimize transport outlay are similarly a source of waiting and storage time, as is the separation of manufacturing and assembly to accommodate the work in different shifts.
5. Administrative time
Last but not least, the processes represented by the aforementioned times must be organized. This is usually done by human staff with the aid of computer systems. And at the ensuing interfaces there will inevitably be delays, communication errors and the need for additional coordination, which must then be added to lead time as administrative time.
The 5 essential elements of lead time
Lead time essentially comprises the following 5 elements:
- Manufacturing time
- Set-up time
- Transport time
- Waiting and storage time
- Administrative time
The following diagram shows examples of the optimization measures which can be implemented to minimize the individual time elements and thus the overall lead time.
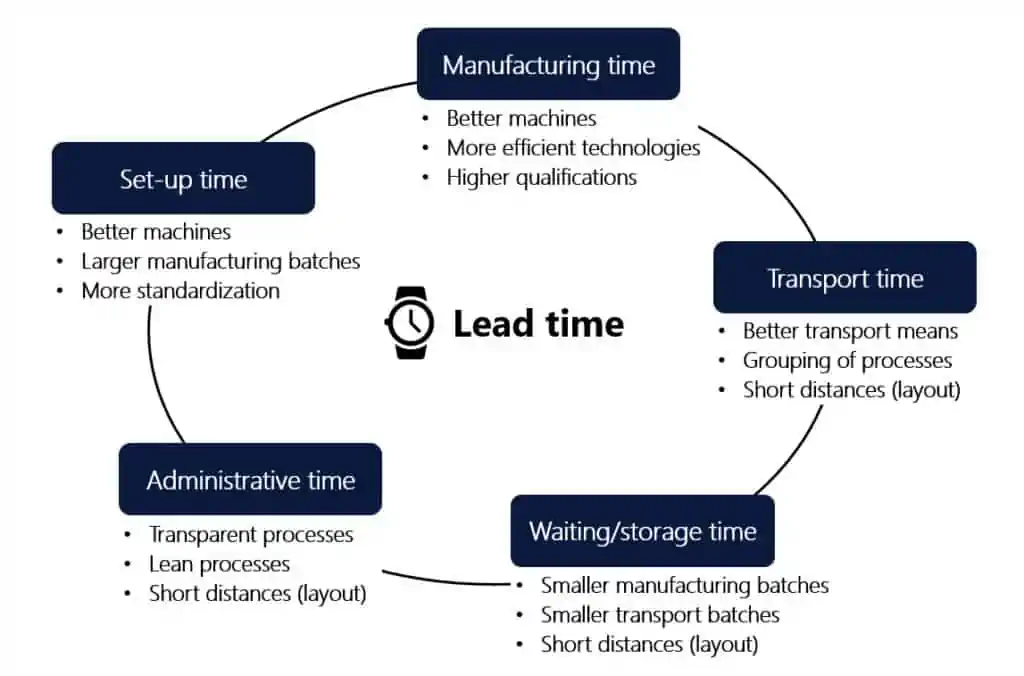
It quickly becomes clear, however, that some measures to optimize one element of lead time can have negative impact on other elements. This is particularly evident if we look at batch size as a factor suitable to influence both set-up time and waiting and storage time.
Similarly conspicuous is the positive effect of short distances on three of the five elements. It is thus definitely beneficial to consider lead time in the context of factory layout.
Where is the best place to make adjustments?
It is naturally very difficult to quantify the relative effects of the 5 elements on lead time and the extent to which they are dependent on the layout for different companies operating in different branches and manufacturing different products.
The best approach is to assess the situation using individual figures. First of all, however, a self-critical appraisal is needed to determine the times which are actually being counted as lead time and the elements which are being overlooked. This is also a good opportunity to consider the relationships between the various elements of lead time and corresponding areas that must be provided in the layout. Examples might be:
| Set-up time | -> Workpiece preparation and tool calibration stations |
| Manufacturing time | -> Manufacturing or assembly workplaces |
| Transport time | -> Transport routes/circulation areas |
| Waiting and storage time | -> Staging or warehouse areas |
Lead time on site
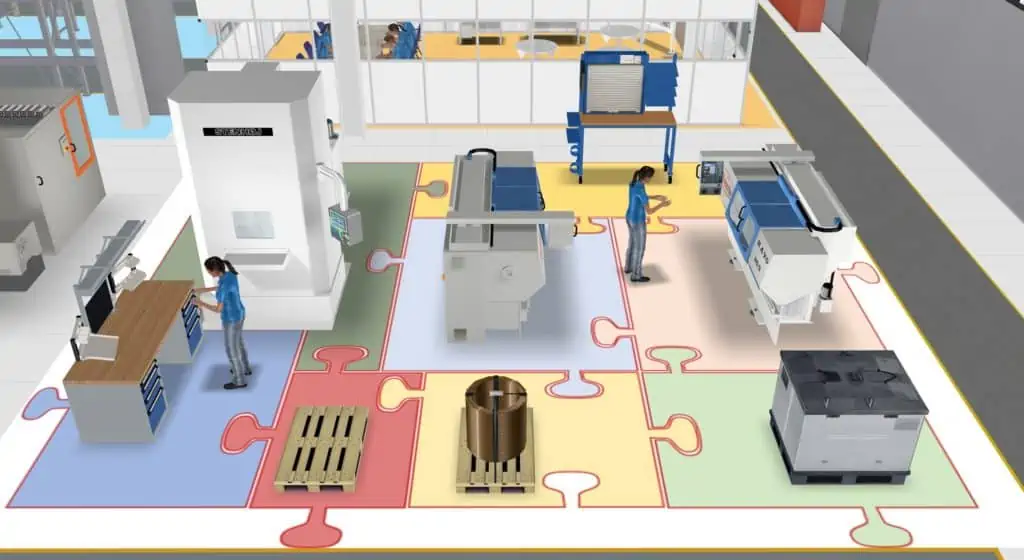
The resulting layout takes on the appearance of a jigsaw puzzle, in which – for the sake of clarity – the different pieces are each assigned different colors. Read more about it in the following blog article “The importance of space utilization and design in your factory”
This immediately identifies the areas devoted to value creation (manufacturing time) and those in which there is no value creation (e.g. waiting time).
Waiting and storage time will typically account for the largest share of lead time, and this will normally also be reflected by the space occupied in the layout. Smaller manufacturing and transport batch sizes could reduce the corresponding time and space requirements, but would then increase the demands on coordination and control of the manufacturing and logistics processes. Known principles, such as KANBAN and one-piece flow, support organizational implementation by the user. As smaller manufacturing and transport batches will often add to transport costs, however, critical analysis of the layout of different production areas – and in particular of transport distances – plays a decisive role. The objective is thus short transport distances in order to
minimize transport costs.
Transport distances, in turn, influence the transport time, while the transport means used and the number of separate transport processes also have direct effect on the width of transport routes and thus the space which must be provided for transport. Frequently, the space requirement for transport routes/circulation areas will be similar to that for manufacturing/assembly areas or staging and storage areas.
With regard to manufacturing and set-up time, there is no doubt potential for savings through new technologies and equipment. Here, however, it is first important to consider the ratios to other elements of lead time and to decide where the greatest benefits can be achieved. Methods such as value stream mapping are very useful tools to assess the overall process efficiency, i.e. manufacturing time as a percentage of total lead time, and to determine an appropriate course of action.
Read more about value stream analysis here
A component of lead time that should not be underestimated
Administrative time is probably the most complex element of lead time as it is difficult to record precisely. It should nevertheless always be taken seriously, because the contribution to lead time may well be greater than that of manufacturing or transport time. To optimize administrative time, it is most important to plan lean and transparent processes and to provide for immediate communication channels wherever possible.
What do your figures say, and can you confirm the above statements?
If the answer is yes, then you are in the same situation as countless other companies and your task now is to work continuously on analyzing and optimizing the individual elements of lead time.
If not, it is of course possible that your general situation is different due to your particular products and processes, unless you have already planned your production according to the value streams. But if that is the case, you also know already that continuous lead time analysis and optimization, with corresponding layout adaptation, is a task which belongs on every day’s work agenda.
The significance of lead time in the planning process
In conclusion, it can be noted that lead time is an important indicator which should definitely be taken into account in production planning. It has significant impact on customer satisfaction and on costs.
But before specific planning activities can be derived from the lead time, it is imperative to divide overall lead time into its constituent elements. Only then will the necessary fields of planning action become visible.