Das Blocklayout ist in der Layoutplanung für Produktionsstandorte Dreh- und Angelpunkt. Das gilt umso mehr, wenn es um die Verbesserung der Fabrikstruktur geht. Denn auf Basis der groben Darstellung der Funktionsbereiche einer Fabrik in Blöcken entstehen wesentliche Erkenntnisse zur optimalen Anordnung der Betriebsmittel bereits in frühen Planungsphasen. Dazu ist kein Detailwissen zur Geometrie der Maschinen, Anlagen oder Montagestationen erforderlich. Es genügt, ihren Platzbedarf grob zu bestimmen und sie als i. d. R. rechteckige Blöcke maßstäblich im verfügbaren Raum einzuplanen.
Die Logistik wird im Blocklayout ebenfalls abstrahiert: Man berechnet die Intensitäten des Materialflusses und erstellt daraus ein Sankey-Diagramm. Die Quellen und Senken des Diagramms sind die Blocklayout-Objekte. Im Ergebnis sind die Abhängigkeiten der Blöcke zueinander durch die Stärke der Materialfluss-Verbindungen sehr gut zu veranschaulichen. Auf dieser Basis kann eine systematische Layoutplanung für die Fabrik starten. Das folgende Video illustriert die Vorgehensweise und erklärt, wie die Materialflussintensität für die Layoutplanung bestimmt wird.
Vorgehensweise mit Blocklayouts
Ein Ziel der Fabrikplanung ist, bereits in relativ frühen Schritten bewertbare Produktions- bzw. Fabrikkonzepte hervor zu bringen. Diese widerspiegeln sich immer auch in Layouts, wobei man vom Groben zum Feinen vorgeht. Das Blocklayout dient hierbei als Groblayout. Beispielgebend beschreibt die VDI-Richtlinie 5200 zur Fabrikplanung das Groblayout als ein Ergebnis der Konzeptplanung, der dritten von insgesamt sieben Planungsphasen, die in dieser Richtlinie als Kernelement benannt sind. Blocklayouts werden dabei in Varianten erstellt, die beispielsweise zum Vorentwurf der Fabrikgebäude benötigt werden. Das nächste Video veranschaulicht die Vorgehensweise an diesem Beispiel.
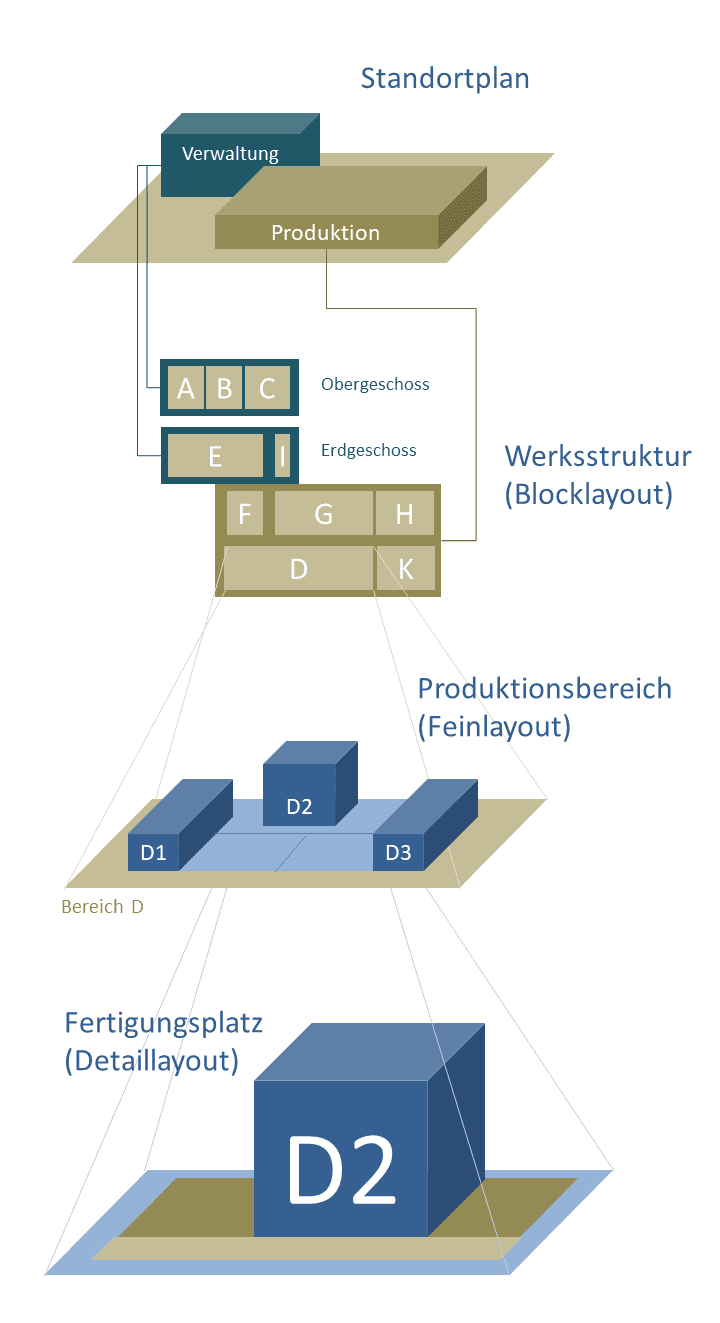
Block- bzw. Groblayouts stehen in der Layoutplanung also regelmäßig für Soll-Zustände. Bestehende Produktionen hingegen werden häufiger nur als Feinlayout mit konkreten Modellen der Betriebsmittel in der Ist-Situation abgebildet (z. B. als Maschinenaufstellungsplan). Dennoch macht es Sinn, auch den Ist-Zustand einer Fabrik als Blocklayout zu hinterlegen. Dazu fasst man räumlich nicht trennbare Betriebsmittel (z. B. Maschinengruppen, Montagelinien) und logistische Einheiten (z. B. Lager) zu Blöcken zusammen und aggregiert deren ein- und ausgehenden Materialfluss. Durch diese Methode erhält man ein hierarchisches Fabrikmodell, wobei die oberste Hierarchieebene (Werksstruktur) das Blocklayout der Produktions-, Lager-, Sozial- und Verwaltungsbereiche ist.
Das Ziel einer solchen Modellierung besteht darin, eine „Spielwiese“ für die Layoutplanung auf Werksstrukturebene auch für bestehende Produktionsstandorte verfügbar zu haben. Sie wird benötigt, wenn aus dem operativen Fabrikbetrieb Handlungsbedarf in Richtung Fabrikplanung entsteht. Es ist mühsam und oft auch zeitkritisch, sich die Informationen zum Blocklayout erst im Moment eines solchen Planungsanstoßes erarbeiten zu müssen. Besser ist also, diesen Schritt bereits getan zu haben. Am besten wird das Blocklayout kontinuierlich überprüft, auch wenn nur scheinbar kleine Veränderungen in der räumlichen Anordnung der Betriebsmittel vorgenommen wurden. Im Ergebnis erhält man darüber hinaus ein stets aktuelles Masterlayout und damit auch die Grundlage jeglicher strategischer Überlegung zu Veränderungsschritten und Wandlungsperspektiven.
Fazit zum Blocklayout
Bei genauem Hinsehen stellt sich das Blocklayout als recht universelles Hilfsmittel in der Layoutplanung für Produktionsstandorte dar. Es erlaubt nicht nur das Abbilden der Fabrikstruktur als Groblayout, sondern es macht Methoden der Fabrikplanung zur optimalen räumlichen Anordnung nutzbar (Stichworte: Mengen-Wege-Bild bzw. Sankey-Diagramm, Logistikbewertung insb. Transportaufwand, Flächenbilanz). Dabei abstrahiert es so weit, dass schnell Varianten erstellt und mit ausreichender Genauigkeit bewertet werden können. Nicht zuletzt darum ist es fester Bestandteil in etablierten Vorgehensweisen zur Fabrikplanung und Inhalt nahezu jeder betriebswissenschaftlichen Lehrveranstaltung in diesem Kontext.
Verwandte Themen: