What is layout planning?
The term layout planning is composed of two terms with the following meaning
- Layout: to lay out, plan or draft, is also to be understood as a detailed visualization of a mental picture for the later execution
- Planning: the mental anticipation of actions in consideration or comparison of possible variants
Both terms imply the design desire of a future state.
When planning equipment and machinery in a factory layout, it is always of prime importance to minimize internal transport and to keep the costs always as low as possible. There are many layout objects in a factory, such as machines, worktables or warehousing elements, from which transports can be started.
Therefore, an optimum arrangement in a layout is also a challenge for the planner since he must easily include hundreds of different transport relations in an overall view. This will then be subject of material flow planning. In addition to the transports, the area required for equipment and material is an important factor in layout planning, as it decisively influences the costs of premises.
Layout planning is part of factory planning and often has a medium to long-term time horizon, in contrast to factory operation which is frequently based on day-to-day considerations and possesses a steering function. The procedure there also differs from that in layout planning.
What is the right way to go?
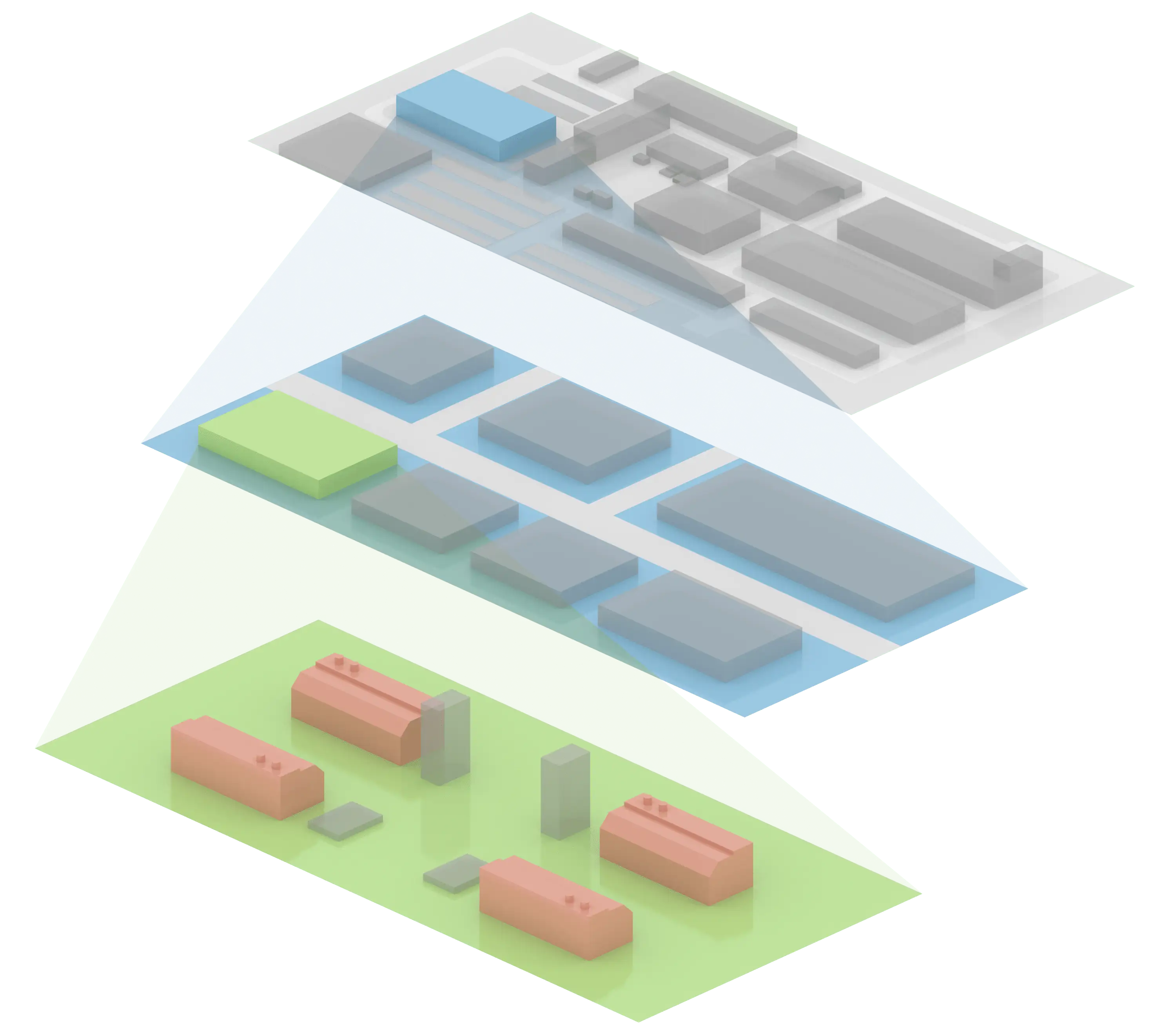
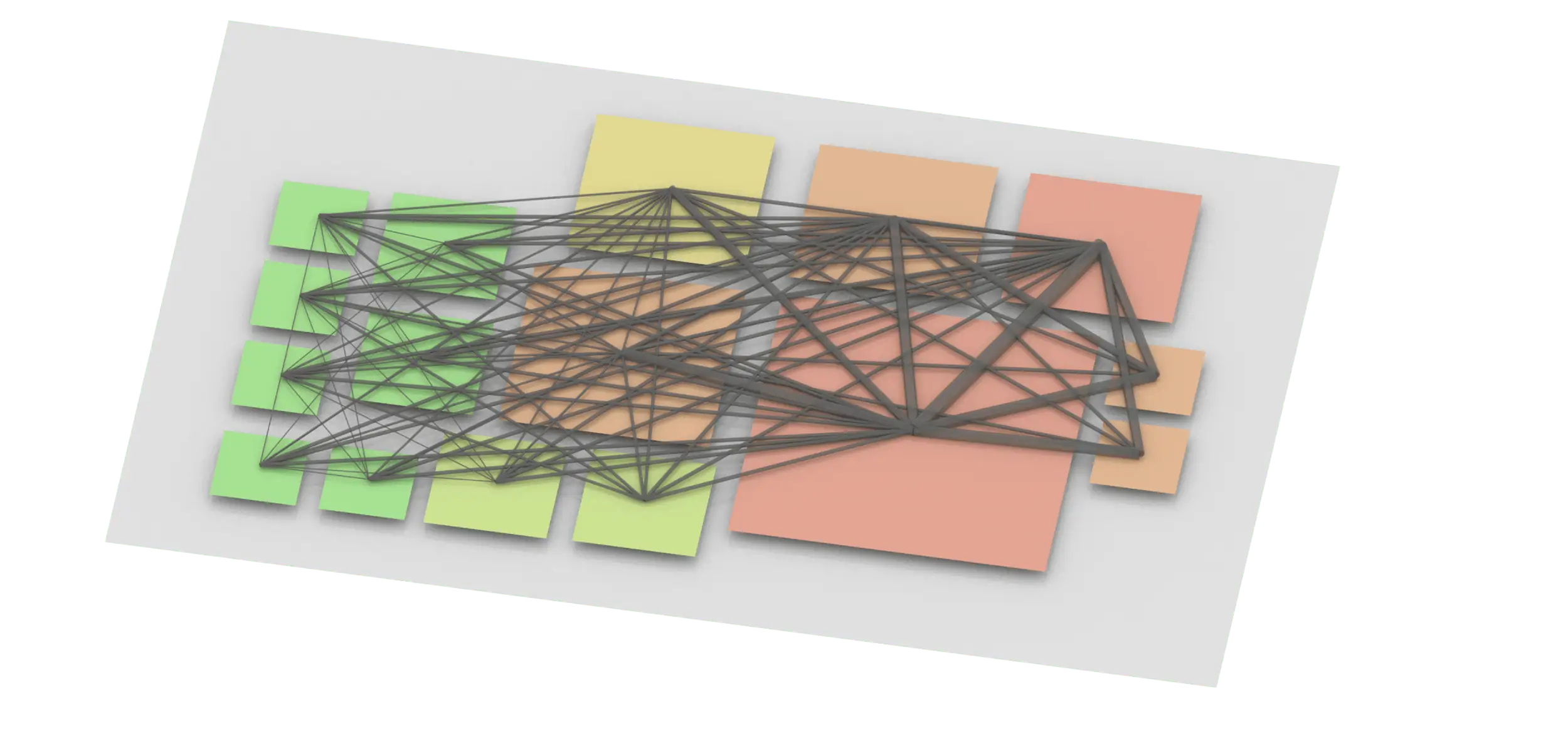
The layout of a factory is planned in hierarchic levels (see diagram on the right) to reduce the complexity of planning to a reasonable degree. This results in reduced time for planning; furthermore, better solutions can be achieved in the same time. The level of detail in layout planning increases with each narrowing of the perspective – from the production location (gray) via the factory hall (blue) to the machining group (green).
The focus switches repeatedly between the individual levels of detail during the planning process, irrespectively of the progress in planning. For this reason, it is important to separate the levels of detail as early and exactly as possible to facilitate the layout planning later significantly.
Why is layout planning generally oriented to the medium- to long-term?
- A general concept of the factory is created which can operate for a certain time without major changes;
- The foundation for efficient daily operations is laid through optimum arrangement of the equipment.
When creating a sustainable factory concept, a single day is only a snapshot. It is more important to study the production over a longer period and to find an optimum arrangement that is only to be modified slightly to fit the appropriate conditions. This saves time and costs.
The basic concept will not change in the short term. However, minor modifications can be realized quickly thanks to an up-to-date, well structured layout.
Benefits
- Increased efficiency
- Reduced floor space costs
- Increased flexibility
- Reduced lead times
- Increased quality, productivity and delivery on-time
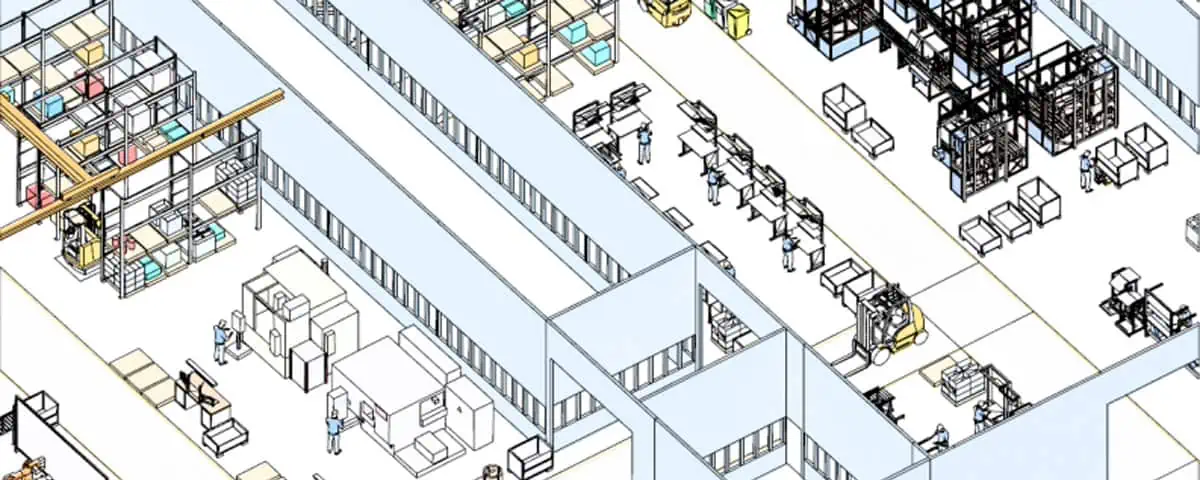
The factory model contains all necessary objects to plan a production site. Movable (equipment) and not movable objects (buildings) are to be considered. In the layout, the spatial arrangement of all objects and the consideration of the interplay mainly with regard to surface area and material flow is ultimately carried out.
Layout planning maps primarily the following areas:
- Factory building and hall plans at a scale of 1:1
- Workplace and manufacturing areas
- manual and automated assembly systems
- Warehouses
- Walking distances
- Traveling paths
- Crane systems
Why digital layout planning?
Basic methods have not changed in layout planning, but technology development, especially information technology, has strongly influenced the application of known methods. The change mainly concerns the support of the planner in complex, manual activities by means of automatisms. The differences become clear when comparing analog and digital planning.
Planning on paper can be understood as two-dimensional, analog layout planning. To this end, the layout objects of the factory are cut out as true-to-scale paper templates (e.g. at a scale of 1:100) to be able to subsequently display them on a printed or drawn hall groundplan. Layout planning has its origin in the predigital age, but is sometimes also used today.
Factory layout planning in a team
The advantage of planning on paper is the simple possibility to plan as a group around the table and exchange ideas. This provides for a creative solution-finding process. Furthermore, simple paper templates can be created relatively quickly and at reasonable cost. The disadvantage of analog planning is, however, that no computers are used to solve complex tasks, such as material flow planning and effective saving and reuse of different variants and stages of work. Locally distributed working is significantly aggravated or even impossible.
At this point, digital planning comes into play and overcomes the disadvantages of planning on paper and at the same time allows teamwork and exchange of ideas. Digital planning also expands the possibilities with reference to realistic 3D planning that can also avoid errors in the form of inadequate height clearances (gate too low, for example) and allows ADOC calculations and visualization of hundreds of transport relationships and other key parameters in planning once a person involved in the planning moves an equipment item in the layout. This significantly increases the quality and acceptance of solutions.
To be able to make the teamwork in paper planning digital, the software must be easy to operate, comprise an appropriate model library and also allow manual input on appropriate touch devices where necessary. It is thus possible to include significantly more people in the planning process which is important for the exchange of ideas and process of problem solving.
The benefits of a digital layout:
- Locally distributed working upon the layout
- Simplified layout management by way of files
- Quick comparison of layout variants
- Adhoc calculation and visualization of planning parameters (material flow, floor space use, safety clearances, network load, etc.)
- Extended 3D and VR planning
- Enhanced possibilities of presentation


Which layout types exist?
The ideal layout
The ideal layout serves an initial rough structuring of the factory. The following aspects are taken into account:
- Required floor space or area
- Material flow relationships
- Organizational aspects
It consciously ignores local framework conditions, such as an existing building structure or network of transport routes, and depicts a highly simplified solution as the ideal outcome. In the ideal layout, a design geared to the demands of production is given special emphasis by prioritizing areas and above all the shortest transport routes.
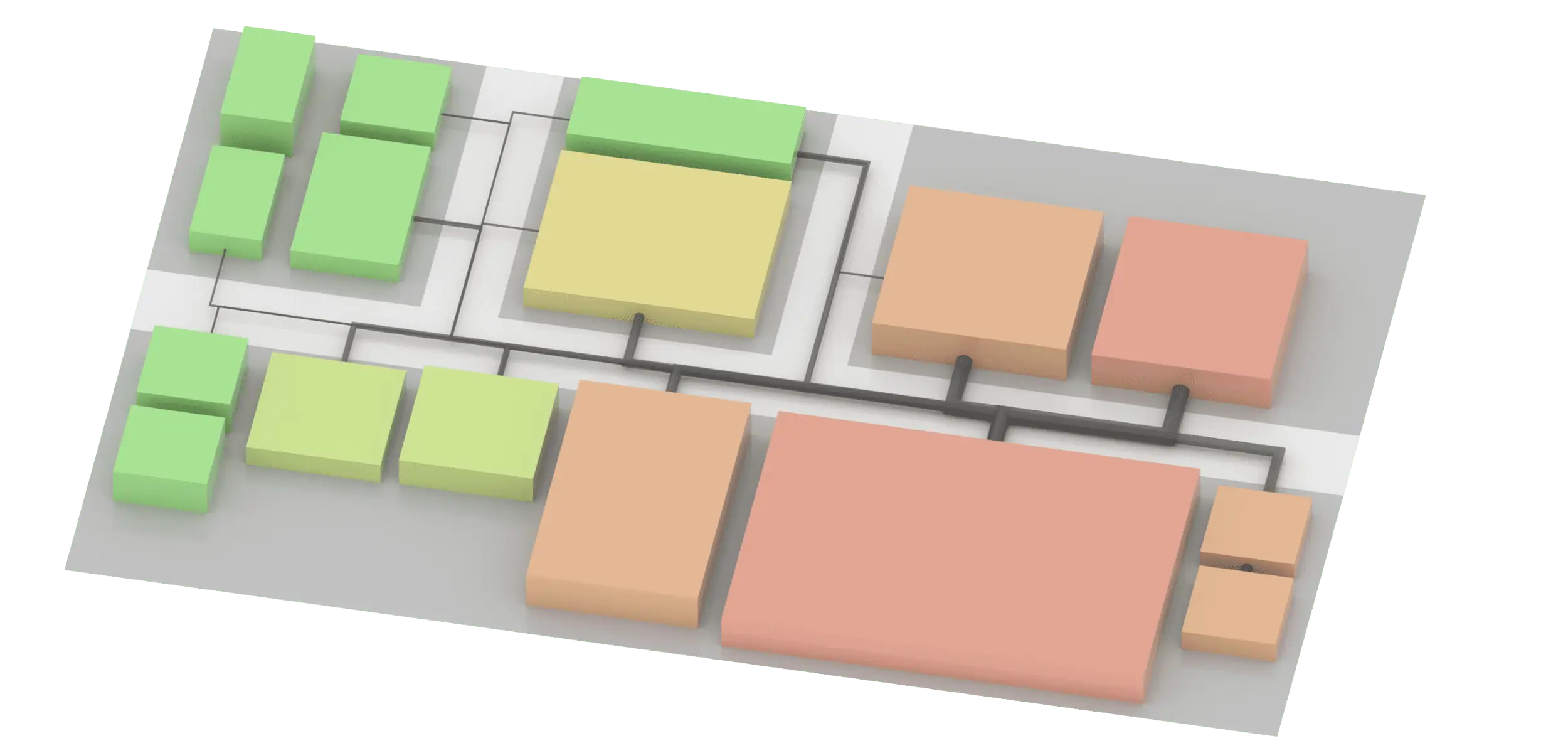
The block layout
The block layout visualizes the real layout objects by way of simple geometric shapes. It is also called rough layout and includes the following aspects:
- Required space or area
- Material flow relationships
- Organizational aspects
- Local conditions and limitations
The block layout roughly visualizes a general concept for arrangement of the equipment in a building. It visualizes the local conditions of the individual manufacturing areas and their involvement in processes and the material flow. The block layout is ideally also used to specify the building design, including its form, floors, column spacing, sanitary and social areas, etc.
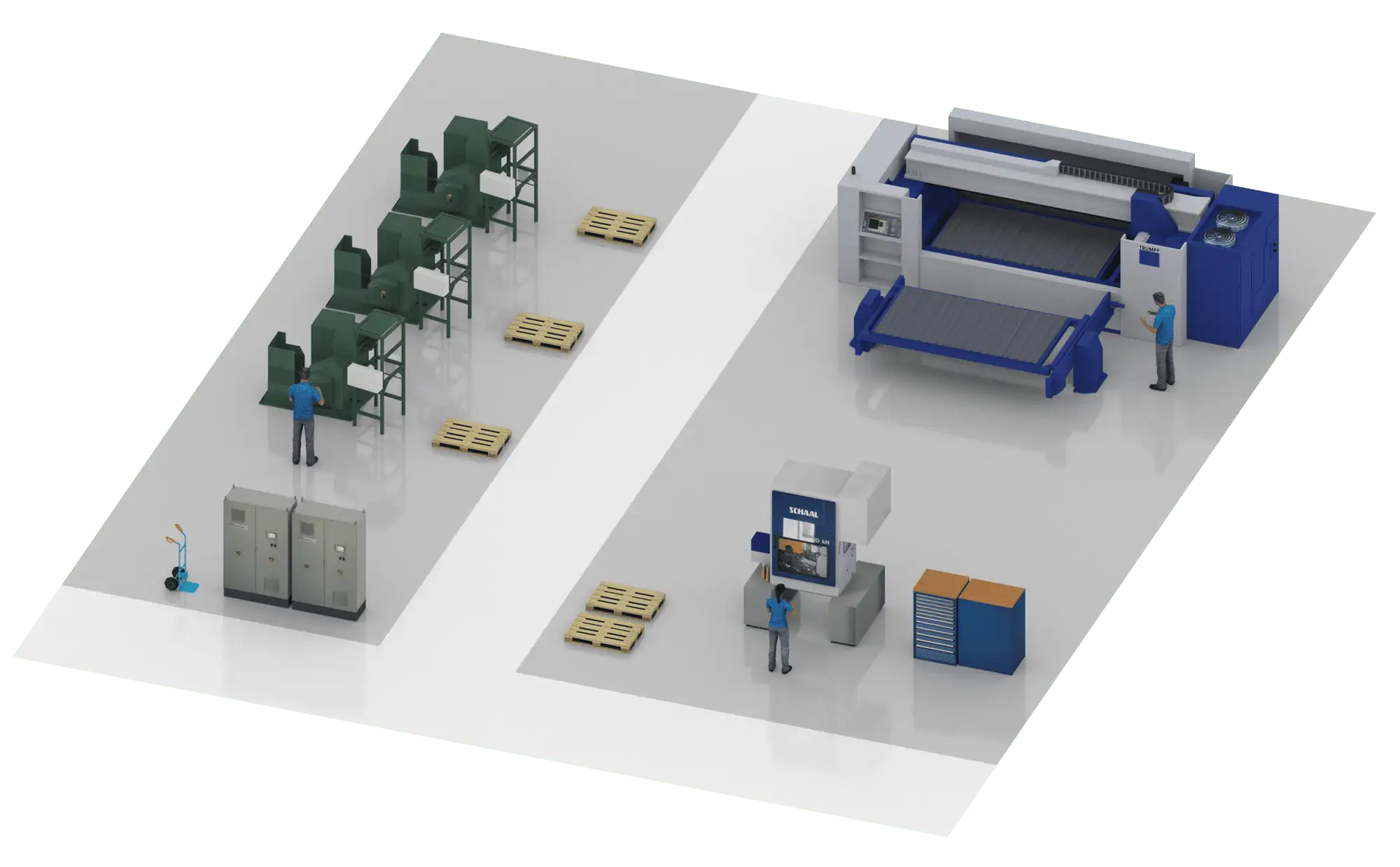
The fine layout
The fine layout is deemed to be a further development of the block layout and can already be part of detailed planning. Areas previously represented roughly are planned with details. Block diagrams are replaced by detailed equipment objects. It is the objective to create a realistic layout plan that can be implemented in a real factory. The fine layout is the basis for detailed planning as used as the basis by the media, escape route or building service planning.
The right basis is especially important for the fine layout. The coarse structuring should already be validated in advance to be able to avoid time- and cost-intensive changes.
Why do I need the block and ideal layouts?
- Many and major modifications to the layout are usually made in early planning phases;
- Inexpensive concepts can be elaborated quickly with a highly reduced number of layout objects;
- Already provides an initial material flow analysis and area balancing to validate the solutions
The basic principle “top-down” is therefore very important in layout planning to be able to avoid fatal planning errors and reach an early start of production (SOP). Better to “Start out roughly correct, rather than exactly wrong”.
How do I determine the optimum layout for my factory?
The so-called production segments are only planned in detail in the second step and only once the ideal or block layout has been released. The reason is the time to be invested, which is many times greater for the subsequent fine layout since considerably more layout objects and framework conditions must be taken into account. The reason is the time to be invested, which is many times greater for the subsequent fine layout since considerably more layout objects and framework conditions must be taken into account. It is much easier to decide to discard a rough layout than a fully planned fine layout.
A manufacturing area that previously was only mapped as a block is later split into individual planning objects. The fine layout finally results in a detailed layout chart which is used for implementation in the factory and shows the future arrangement of all equipment items.
The top-down approach is always an expedient method. This means that, for the first step, the planning object is simplified as far as necessary, e.g. by using only simple blocks and complete production segments (machining groups, for example) to design the layout. The number of layout objects is reduced and facilitates very fast and initially coarse planning. As a result, the so-called ideal layout or also block layout is created.
How can I compare layout variants?
No matter whether ideal, block or fine layout – there are always different variants to be compared. Transport efforts and area requirements are the two most important parameters. But other aspects, such as transport crossing points, costs incurred in conjunction with a transport system, or requirements with reference to certain functional areas (e.g. cleanrooms) can play an important part and are used when comparing layout variants.
To allow the planner to pay attention also to softer factors when comparing the variants, software supports the calculation of key parameters (transports, area) and complex interrelations in the layout. The basis is a digital layout. It is thus possible to compare and select layout variants very quickly only on the basis of KPIs. The remaining variants can then be discussed in detail in the team, taking into account further marginal conditions.
How to obtain a digital factory model?
The objective of digitization is to create a consistent, readily scalable factory model, no matter whether two- or three-dimensional. Basis is a model library that ideally contains all factory equipment required for layout planning. The planning models must be properly dimensioned, easy to localize and identify and should be available in sufficient detail for factory layout planning.
Generally speaking, a distinction is made between building data and equipment data. Existing buildings usually only change to a very minor extent; newly planned buildings, however, can change significantly over the course of the planning process. For planning, it must be possible to disassemble a digital building model into its floors.
Equipment is used in layout planning in the form of movable layout objects and will usually remain unchanged. It is imported into the model library once as a planning object. More complex systems are disassembled into individual models such that the arrangement can be performed as desired.
What are possible data sources for planning models?
- Library of current inventory
- Documents and images
- Photo shot by digital cameras
- CAD data from architects and equipment suppliers
- Point cloud from laser scaning


The greatest challenge, in addition to the determination of the current inventory, is to enable the planner to utilize these digital data effectively. It is his task to identify the optimum arrangement in the factory. Creation of the required geometries and finally of the planning objects is a preparatory measure.
Why is the model library such an important preparatory measure?
- Allows the planner to concentrate on the planning task itself;
- Can require expert knowledge and is always very time-consuming
- Is the basis for an exact and easy-to-understand factory model
- Provides higher acceptance and safety for the solutions created in the team
The main principle of factory planning is “as detailed as necessary”. Appropriate models should be available in accordance with the planning phase. This can be simple arrangements of blocks (roughly visualized machining group in the block layout) or a detailed machine model from the equipment supplier (incl. control panel, doors, and signal lamp in the fine layout). Digital model libraries can be used and managed in a decentralized manner.
How detailed must a planning model be?
The decision depends on the planning goal. The following questions help to bring clarity:
- Do I only plan in a single plane (area requirements, simple factory structure, single-floor) and are height considerations irrelevant?
- Is the factory model the most important means of communication (acceptances, presentations, arrangement of the machines)?
- Do I need 2D or 3D models?
- Which level of detail (LoD) fits my application case?
Equipment
The diagram below shows different levels of detail of a planning model for an injection molding machine in 2D and 3D as an example. The level of detail increases from the left to the right. The workload for creation and the quality of the planning model must be weighed up. The decision for a certain level of detail should primarily dependent on the attainability of the planning goal.
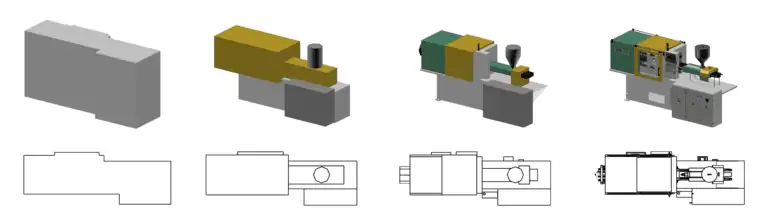
For example, a relatively exact arrangement of the equipment blocks, with consideration of the overall heights, can be realized with the 3D model at the first level of detail (left). A pure 2D representation would also be sufficient if heights are not important. It is not possible, however, to identify the individual components such as the material supply, the operator’s side or part heights. If such elements are important for the planning, the third level of detail (second from the right) would be better suited. In the 2D presentation, the operator’s side should be indicated by way of appropriate symbols. If the model must be identified very precisely and is intended for use in presentations, including virtual reality, the fourth level of detail (on the right), exclusively in 3D, is the ideal choice because details as in the real product can still be identified and properly support visualization at a scale of 1:1.
A high level of detail does not automatically mean a very large amount of data. Well optimized planning models possess only 1/100 to 1/1,000 of the initial data amount of the original product or CAD data to render possible the arrangement of thousands of objects in the digital factory model.
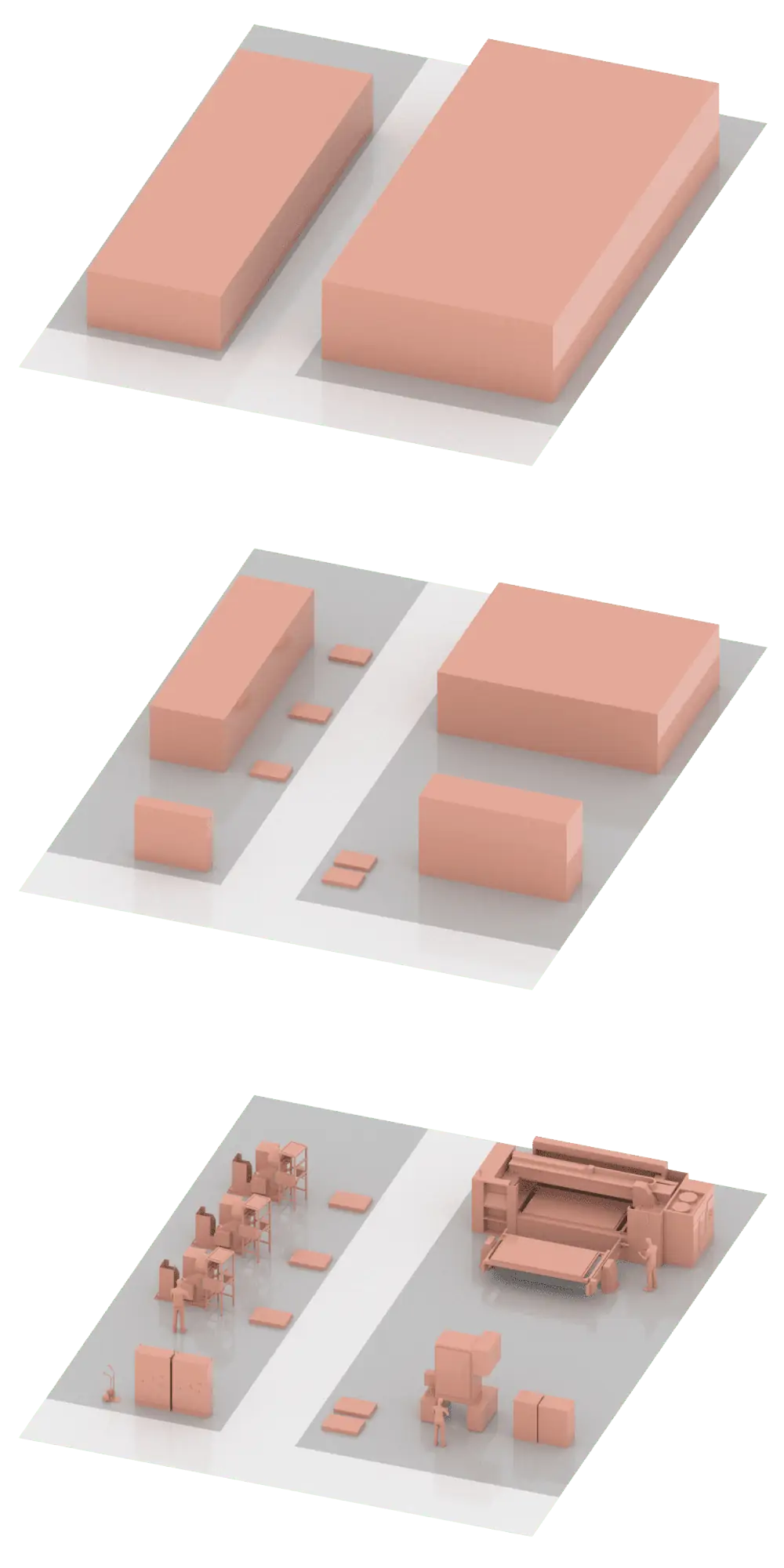
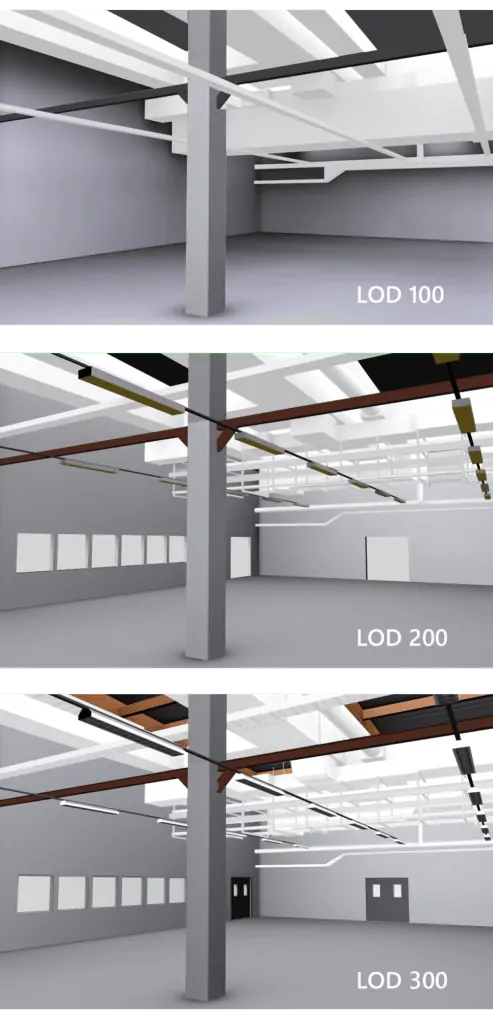
Buildings
This similarly pertains to the data of buildings. The diagram below shows a possible level of detail in accordance with the corresponding case of application. The level of detail increases from the left to the right.
The first level of detail (left) roughly takes into account the limitations in the space both with reference to the area and to the height of the building service installations. If door and window openings are also to be taken into account in the planning, however, at least the second level of detail (center) is necessary, while a realistic visualization requires the third level (right).
Layout planning as part of quality management
The layout is also a digital document. It maps the factory, ideally in its current state or as planned in the future. Such a factory model can also be used to document the complete equipment, including its properties (designations, functions, investment, etc.). An up-to-date layout is thus an important element in the quality management of a factory and can serve as a platform for communication for all persons involved in the organization – both horizontally and vertically.
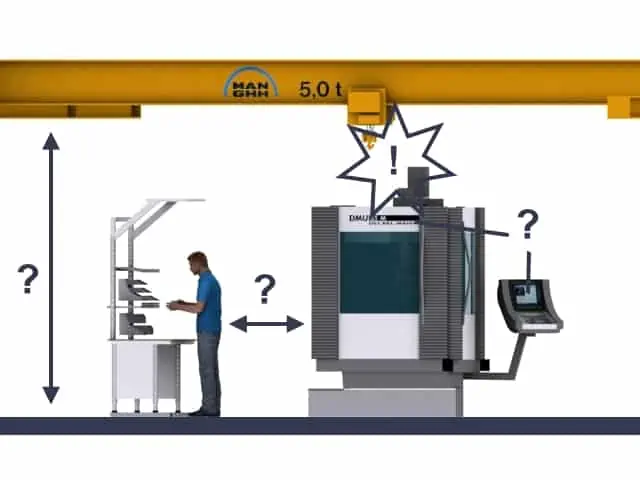
In many cases, the 3D view of a planning software helps to avoid errors in the planning and to support the factory operation. The following aspects are relevant:
Layout planning helps to support your work in the following areas:
- No collision hazard at heights (ceiling heights, building service installations)
- Sufficient passage widths (gates, warehouse aisles)
- Installation of extraction units above the workplaces
- Lines of sight of area/warning labels, product guidance systems
- Ergonomic workplace design
- Correct alignment of the equipment
- Marking of storage areas
- Guaranteed escape routes
- Free transport routes
- Specifications for tidiness at the workplace