Anyone who is responsible for production, logistics, or IE in their organization may already have experienced that end-to-end layout planning in 3D still seems problematic despite the companies’ extensive digitization activities.
- Often, the proverbial “buck stops with the software”, which is not yet powerful enough.
- Others declare insufficient standardization and a lack of interfaces to be the main obstacles.
- Still, others cite very high hardware requirements that cannot be made available economically in the necessary breadth.
Indeed, these and comparable technical aspects must be taken into account. Nevertheless, they could distract from organizational necessities. After all, functioning systems consist not only of technology but always include organization as well.
In a blog post, we have already touched on the changes in both fields under the heading of “digitization” and now want to go into the organizational aspect in greater depth here.
Digitalization for the factory layout.
Please see the blog:

What organization is needed for digital layout planning?
One thing in advance: Successful digital layout planning is not a “one-man show”. The job profile of the CAD expert for the layout is still widespread, but sooner or later leads the job holders into a dilemma. This is because digital layouts today are much more than just technical drawings and consequently demand different functionality from the software used than a CAD system can offer. Consequently, CAD expertise does not automatically cover the requirements of digital layout planning. Our video illustrates this connection.
Replacing the software, appropriate qualification, and scaling the number of digitization positions with the layout size would resolve this in terms of capacity, but would then inevitably lead to a data or information silo for the digital factory. A pure digitization organizational unit would act as a central service function. This is neither purposeful nor necessary. Because
- on the one hand, the nature of digital information is so diverse that a discipline specializing in digitization cannot evaluate it comprehensively. The result is “blind data shoveling”.
- on the other hand, the contemporary division of labor is not functional in the sense of a separation of design function and digitization function, but digital models are created in a process- or object-oriented manner.
In other words, design and digitization are now integrated into interdisciplinary processes. Consequently, effectively usable digital models are structured in such a way that each discipline involved in the design adds its digital knowledge input to the model. Transferred to factory layout planning, this means:
The responsibilities for the real “factory” must be reflected in a corresponding responsibility for the model “digital factory layout”.
This simple rule allows design skills in the real world to be equally expressed in the digital world.
Example
If, for example, a production foreman is also responsible for designing the layout of a production cell, he should also be responsible for the digital model of this production cell. In this case, the digital model enables the foreman and his team to simulate the planning options for which he is responsible, with planning experts providing support. This eliminates time-consuming loops for the isolated development of digital models that are only accessible to experts; it also eliminates the need to prepare intermediate statuses for the purpose of communicating the expert models. The advantages of this way of working are obvious.
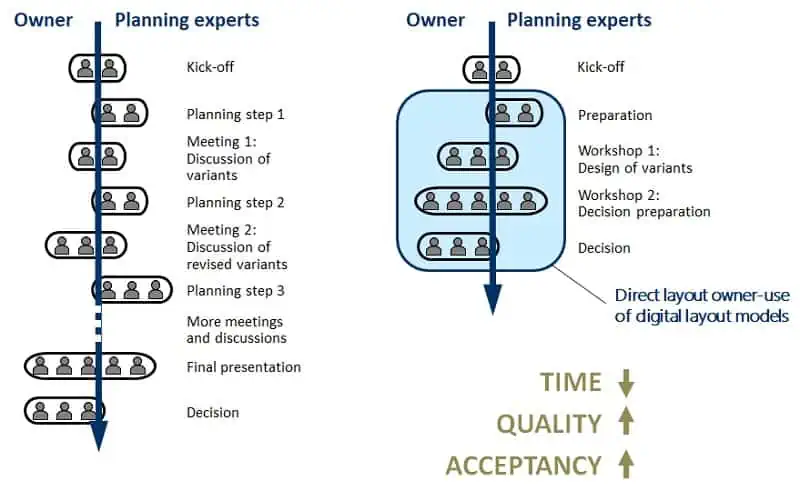
If we think this example through to the end, then all those involved in planning in the real world are reflected in employees working on the digital factory layout. Consequently, additional positions for the digitization of the layout are not necessary.
However, the technical prerequisite for this is that the planning tools used are focused on the requirements of factory layout planning. So it is not enough here if the software systems can merely generate or display the geometry of all layout objects in 3D models. Rather, they must allow planning interaction, ideally paired with responsive evaluation functions and intuitive operation.
Planning organization instead of digitization organization
Consequently, a planning organization is absolutely necessary, not a digitization organization for the layout. This is typically already formed in the line organization, even if it is often not explicitly named or perceived as a planning organization. This is due to the fact that planning tasks for the factory layout are often only recognized and formulated when major restructuring is pending.
However, practically every change in the production program can cause layout changes. Thus, minor changes in real production are often not even incorporated into the digital layouts, especially if the digitization competence does not lie with those responsible for operations. A layout that is always up to date, therefore, remains an unachieved goal in many companies.
Distributed organization of layout planning creates continuity
An up-to-date layout is not a particular challenge, however, if layout planning is seen as part of continuous improvement in day-to-day business and is organized in an appropriately distributed manner. The next graphic illustrates the principle.
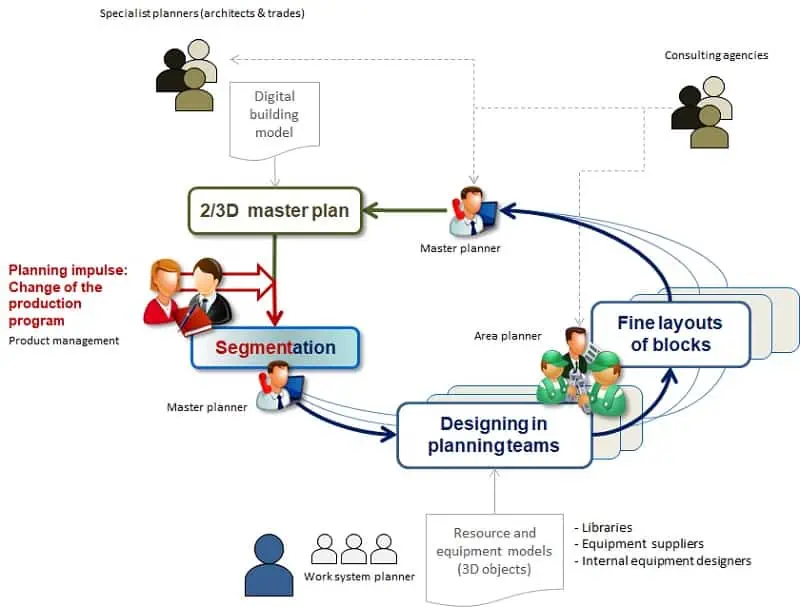
The planning impetus is usually a change in the production program, be it quantitative (product output) or qualitative (product characteristics).
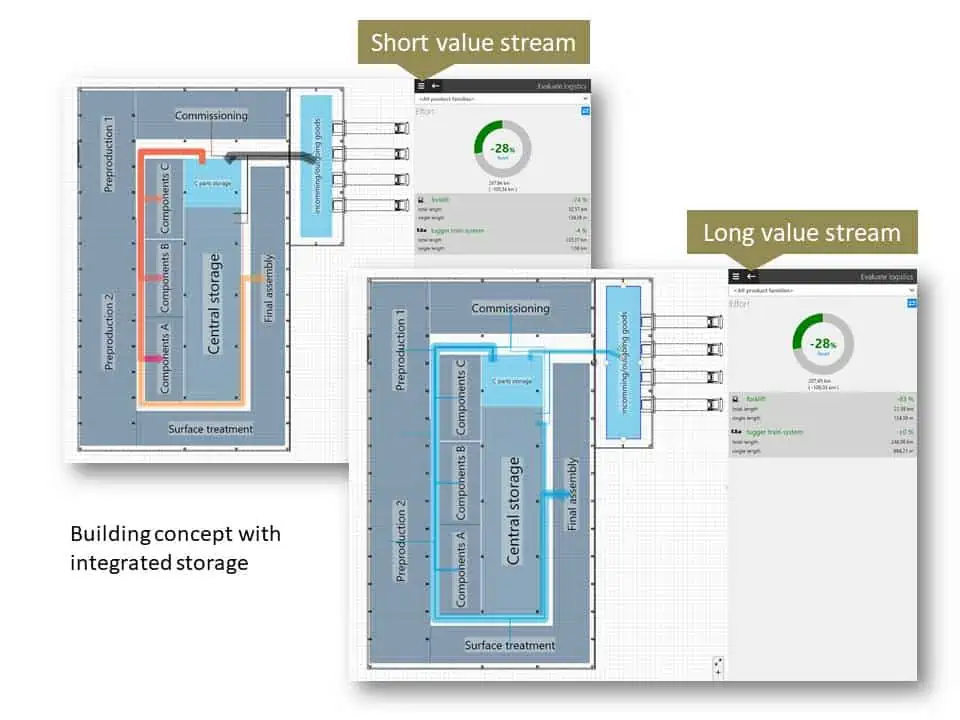
In the first step, the affected value streams are to be determined by product or production management. Integrated digital factory models allow integrative modeling of value stream and layout so that necessary changes in the affected value streams can be measured directly in structural indicators and assessed by the factory or master planner. This also makes it easy to identify the affected production segments in the block layout and, if necessary, recognize necessities for factory structure planning that generate more extensive restructuring requirements.
Integrative treatment of value stream and production layout reduces material handling.
Please see the blog:
If there is no need for extensive structural changes, the master planner distributes the planning impetus to the divisional planners. If necessary, these initiate production-related planning teams to develop fine layout ideas for the affected segments, possibly with the help of work system planners.
In the feedback to the master planner, reconfigured area fine layouts are released for implementation, which are referenced in the site layout at the implementation date. In practice, this involves replacing the existing blocks with the reconfigured blocks in the master layout. During relocation and restructuring phases, placeholders are placed at the locations of the affected blocks to visualize the currently unusable space in the master layout (e.g., block layout object with construction site symbol).
For more extensive restructuring, the master planner will initiate an interdisciplinary factory planning project with milestones for the area planners. He will then use interim and release statuses of the blocks developed by division at an early stage in future-state layouts, which he will share for cross-division project planning, e.g., with authorities and construction trades. This type of factory planning project usually exceeds the capacity limits of continuous layout planning and must be provided with additional resources (e.g., for project control, BIM, and expert consulting).
Roles and task distribution in layout planning
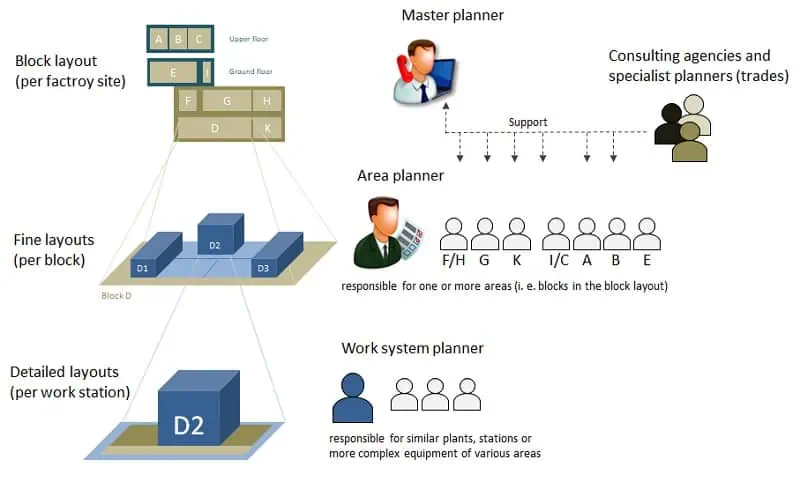
The following overview shows the roles involved in such an organization and their tasks, together with examples illustrating suitable specialist personnel.
| Role | Description | Examples of staffing |
| Master planner | Responsible for the factory structure, i.e., the location of operational structural units as a block layout of the site. | Specialist engineers for factory planning as a staff position, alternatively external specialists |
| Area planner | Responsible for one or more fine layouts of individual operational structural units (blocks), i.e., the location of technological units (e.g., production or assembly stations or lines) within the blocks. | Industrial engineers, lean engineers, foremen, production and logistics planners within the line organization, external workshop equipment suppliers |
| Work system planner | Responsible for one or more detailed layouts of a technological unit in the sense of a work center (e.g. assembly station, production line, storage, or picking system). | Equipment designers, industrial engineers, work planners, plant and equipment manufacturers |
In addition, the master planners and area planners must be joined by consultants, e.g. for occupational safety and fire protection, and, if required, by specialist planners, e.g. for building services, construction, or IT, who form the technical interfaces to facility management or building planning.
The resulting distribution of tasks thus follows the hierarchy of the factory model (see graphic), although this does not affect the disciplinary superiority/subordination of the persons acting.
Summary
Even the most sophisticated organization cannot compensate for a lack of technology. I. e., the planning tools used should in any case explicitly support factory layout planning use cases and, above all, be intuitive to use.
If this prerequisite is met, digital layout planning does not require any additional resources if the implementation of the layout planning system can be based on already established planning activities in the organization that are geared toward continuity.
However, this minimum effort constellation cannot be achieved if
- with the implementation of a 3D layout planning system, additional tasks are to be performed, e.g., the comprehensive three-dimensional visualization of as-built layouts that have grown for years in 2D CAD systems;
- no explicit continuous planning organization could be established yet, e.g. because factory planning was operated completely as a service instead of differentiated in the line organization.
Ideally, a digital factory model is continuously developed starting from objectively emerging planning stimuli from a planning organization distributed in the line organization and working with participative methodology.
Related topics:


