Lean production methods and lean management traditionally focus on continuous improvement (KAIZEN). Many lean methods therefore logically focus on discovering waste in existing processes. In this way, they trigger the continuous improvement process in the company.
In factory planning, on the other hand, completely new productions are created on the drawing board. Innovative processes are supposed to function leanly in new or significantly modified structures right from the start. Some will see this as the antithesis of the continuous improvement process – the ingenious engineering prank with a built-in leap in productivity.
Lean production methods vs. factory planning
But factory planning and lean production are not quite so black and white. Not only is the leanest possible production the epitome of efficient material flow structures, but this has long been one of the essential goals of factory planning. Rather, lean management is implicitly oriented towards design benchmarks such as one-piece flow, the zero-defect principle, or just-in-time. They thus set the framework within which the factory must be operated even before improvement instruments become effective at all.
Nevertheless, there are more or less suitable methods for factory planning tasks in the lean toolbox. We would therefore like to present our TOP 5 here. The lean production methods contained in them can either be used in early planning phases to design a production process, or they are useful in applying the KAIZEN approach to digital planning models.
The key to lean in factory planning
Of course, the analysis of waste also works in the digital factory if the factory model used enables corresponding evaluations or provides key figures for effort factors. This is also the key to lean in factory planning: A planning model is needed to which the tools of lean management proven in the real factory can be applied 1:1 in order to gain insights for the future design of the production. Such a model should represent at least two aspects:
- The factory layout (the geometry of the factory). The factory layout embodies the essential planning result of factory planning. Distances and space requirements are to be derived from it.
- The material flow (movement data). The flow principle is a central concept in lean management. Material should flow in the company, at least as long as it is not tied up in value-added steps to stay in/at a resource. Short, direct paths without “backups” for material are the design goal. The extent to which this is achieved can be measured in real production, for example, by the degree of flow, the percentage of value-added time in the throughput time.
Our TOP 5 lean production methods
The value stream is the model of lean production, which takes up both aspects. For this reason, value stream mapping and value stream design are also ranked first in our TOP 5 lean methods for factory planning. We have to relegate other useful methods to ranks 2 to 5.
Rank 1: Value stream design
In lean management, the flow of goods from the supplier to the customer is referred to as the value stream, with a slightly pathetic exaggeration. The term implies that special attention must be paid to the material flow because the material is not only valuable but resources are put into it from process step to process step, making it theoretically more and more valuable. In the end, however, this value has to be rewarded by the customer, whereby it can be assumed that the customer only rewards process steps that really add value. This simple logic is the basis of the entire concept of lean production, which declares everything that does not add value as waste and tries to eliminate it.
Value stream design has become established in practice for planning such lean processes. Here, the focus is first placed on the product family that represents the greatest profit potential for the company. This is often based on the share of sales. A customer takt time is defined for this product family. This refers to a fictitious rhythm in which the customer continuously requires and purchases the product variants combined in the product family on average. Now, all process steps in the flow are designed in such a way that they can deliver their output in the customer cycle. This counteracts the accumulation of buffer quantities between the process steps, and the circulating stock of valuable material is thus kept to a minimum. All supplying processes (tributaries) must be subordinated. In principle, therefore, value stream design leads to line production.
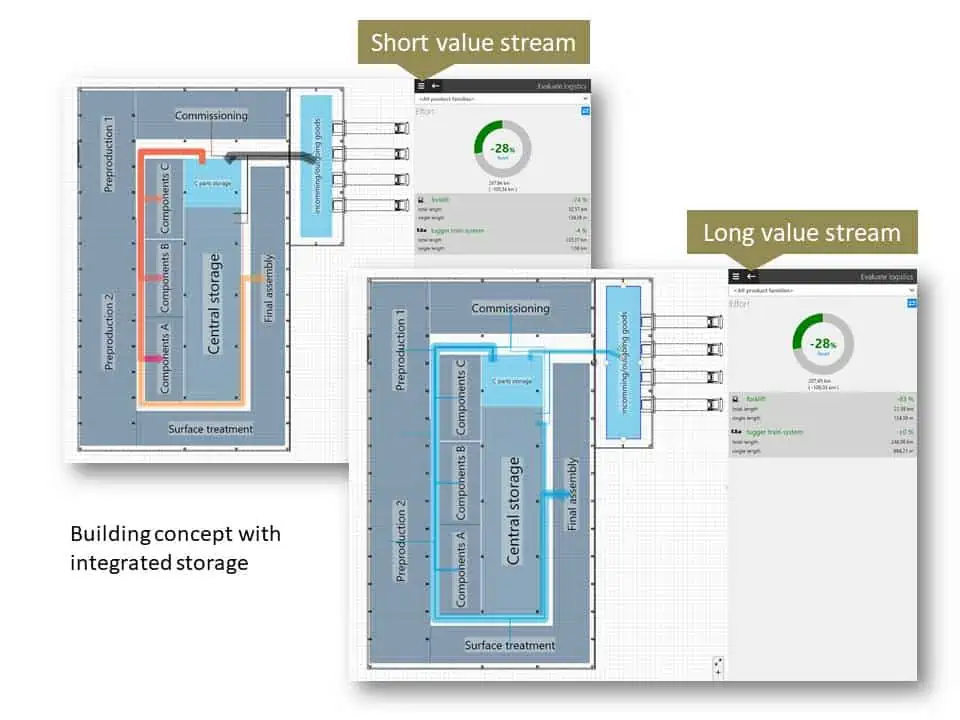
The charm of this lean method lies in the fact that the overall context of material flow and its control is presented on a (large) sheet of paper. Symbols are assigned to all best-practice components of lean production, from which the practical implementation in production can be recognized. For example, necessary supermarkets and KANBAN control loops as well as the personnel levels required in the process steps can be read directly from the value stream map. This provides factory planners with an easy-to-understand design template for the production and logistics systems to be planned in the layout, as well as their interlinking.
However, value stream design does not replace layout planning for manufacturing companies. This is because a value stream merely defines the dimension and the temporal-logical sequence of the processes. The arrangement of the systems required for this in the layout leaves this method largely open. In addition, it is not uncommon for several value streams to compete for the resources of the factory, so that an aggregating consideration of the entire material flow in the company in conjunction with possible layout variants becomes necessary in the next step.
How to get the factory layout from the Value Stream?
Read the blog post about this:
How factory layouts depend on the
Value stream
In the factory planning framework, the value stream design is divided into the steps of determining the function and dimensioning the factory. This is followed by structuring, the first step in developing the layout. The value stream mapping, which is also part of the Lean Production methodology, can be used as an analysis method for actual conditions. Common to both methods is the symbolism used. However, value stream analysis is not primarily used to pursue design goals, but rather to open the eyes to waste in existing production. The combination of value stream mapping with subsequent value stream design is therefore best practice in many companies for restructuring projects as part of continuous improvement. This is because even the leanest production must be scrutinized under constantly changing conditions.
Rank 2: KANBAN
The word Kanban originates from Japanese. There, the term refers to a card, a plate, or a document. As a method of lean production, KANBAN gained importance in connection with the Toyota production system, which led to a broad perception in the management of almost all manufacturing companies through several highly regarded publications beginning in the 1990s. The history of this method even goes back to the 1950s. Subsequently, the Japanese engineer Taiichi Ohno used it systematically to control the flow of materials at Toyota. The goal of KANBAN is to limit the amount of inventory in circulation to a minimum. This is because inventory is considered a type of waste in lean management because it ties up capital and space without adding value.
The operating principle of KANBAN is simple: Each KANBAN is assigned a fixed quantity of material and the number of circulating KANBANs is fixed in the form of information carriers or containers. The technical implementation ranges from the simple two-bin principle to sophisticated electronically supported control systems in conjunction with leveling strategies for variant-rich series production; keyword EPEI. The input for this comes from the target value stream, where the call-off frequency for all materials is also determined together with the cycle time.
Now, one may justifiably ascribe control character to the method, but KANBAN is nevertheless essential for factory planning. This is because KANBAN control loops determine, on the one hand, the transport intensity and, on the other hand, the space required for circulating stock. Both variables are needed already when designing the production structure. For this purpose, space allowances for material provision, e.g. for a block layout, must be dimensioned and all resulting spaces must be arranged according to the incoming and outgoing material flow intensities.
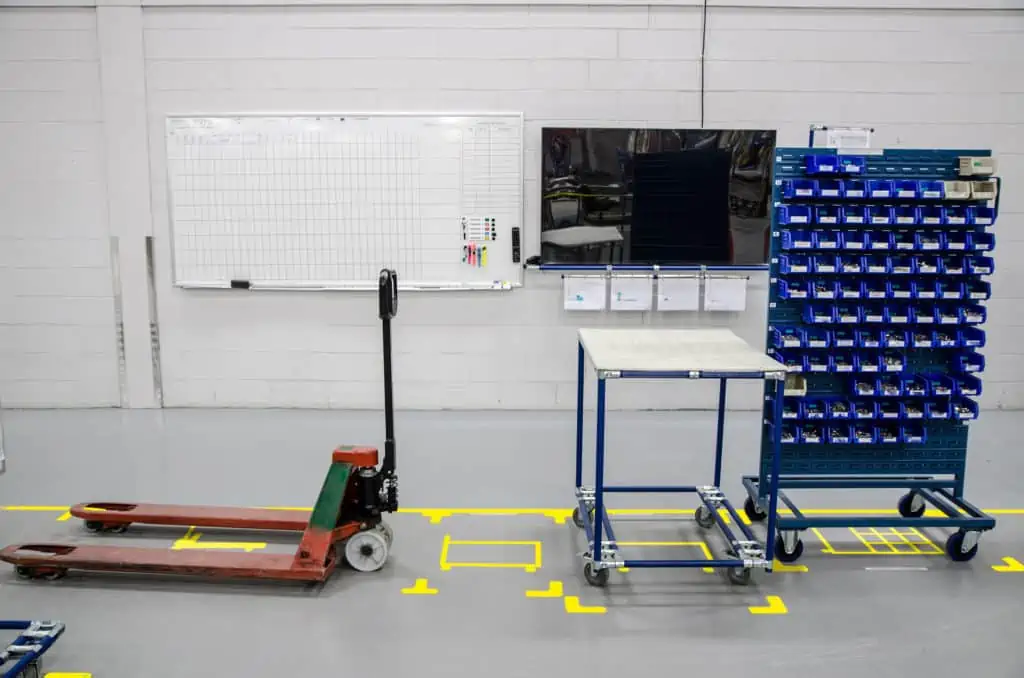
Rank 3: Cardboard Engineering
Cardboard Engineering is Lean Thinking in its purest form. This is because value creation is designed in the simplest way with the simplest means. Involving those affected is a key success factor of the method. In essence, workplaces are converted into cardboard or wooden constructions on the basis of experience and the principle of best-point provision, in order to undertake initial work trials on them. The entire process is carried out by those who will later use these workstations. The whole process is implemented as a workshop, as a result of which the prototype workstations are usually realized with industrial profiles or plug-in tube systems.

This concept is valuable for factory planning because it involves employees in the design of workplaces. Above all, this increases acceptance when efficient lean solutions are to be implemented. In addition, it takes away the fear of disadvantageous changes from those affected. After all, lean production is often associated with pressure to perform, because it is wrongly assumed that more output can only be achieved through more effort. However, it is the constructive feedback from employees that reveals the hidden waste in newly developed processes.
Rank 4: The Spaghetti diagram
This tool is one of the best-known lean instruments. For factory planners, it generates valuable input, especially for fine layouts of work areas, in order to design material arrangements. This is because the spaghetti lines, which are drawn in the classic lean way on a sheet of paper in a printed layout to show the walkways, provide the layout planner with the transport intensities needed to optimize the arrangement.
Our video shows how the Spaghetti diagram works:
Rank 5: The 5 S
In Lean Management, the five “S” refer to the Japanese terms
- Seiri (Sort out),
- Seiton (Clean up),
- Seiso (Keep clean),
- Seiketsu (Standardize),
- Shitsuke (Self disciplin).
This describes a lean approach that focuses primarily on order and cleanliness in production. The 5 S are therefore often the first action initiated by management when lean principles are introduced. Why this method has made it into the TOP 5 of our lean ranking for factory planning may not be apparent at first glance. We would therefore like to take a second look at the first and fourth “S”.
When implemented well, 5 S is a crystallization core for best-practice standards. This results, for example, in workplace solutions which, due to their similar design, make it easy for different employees to familiarize themselves with them. The same tools are always kept in the same place, there are standards for the provision of standard parts and other helpful specifications that lead to modular design solutions. All this simplifies planning processes. This is because modular systems allow 3D models that have been designed once to be used several times. The speed of planning increases, as new design solutions do not have to be searched for as often. This also has advantages for the dimensioning of space requirements. Proven actual arrangements can be directly transferred to new layouts.
A prerequisite for good standards, however, is that they are actually lean. For this reason, the first “S” is dedicated to sorting out. The goal is to ensure that all things that do not need to be used frequently do not creep into the standard in the first place. In lean practice, the red card action is often used for this purpose: All things that are considered superfluous are given a red mark (e.g., as a sticky dot). If these things are not actually used within a period of e.g. one day, they are given a place outside the work area. In this way, zones are successively created, classified according to the frequency of use. It quickly becomes clear what is really needed and thus what should form the lean standard for the area under consideration in the company.
Conclusion on our TOP 5 Lean production methods
The five approaches from lean manufacturing mentioned above offer the opportunity to focus on lean processes as early as the factory planning stage. Of course, they do not compensate for any know-how in factory planning, they complement it. Knowledge of lean principles and their implementation in lean management is in any case useful for every layout planner. But it is just as helpful for lean managers to know the models, methods, and data of factory planners. Because when sources of waste identified on the shopfloor are eliminated by planning standards, sustainable KAIZEN succeeds in the company.
Related topics: