Kurzportrait DEHN SE
DEHN ist ein führendes, international tätiges Familienunternehmen der Elektrotechnik mit Sitz in Neumarkt i. d. Oberpfalz. Mit einem umfassenden Portfolio adressiert DEHN aktuelle Megatrends – von Elektromobilität, über erneuerbare Energien bis hin zum Schutz kritischer Infrastruktur. Das Unternehmen bietet Lösungen und Services für die Bereiche Blitz-, Überspannungs- und Arbeitsschutz – und mehr als 1.100 Patente machen DEHN zum Innovationsführer in diesen Bereichen. Die Produkte des Unternehmens schützen Menschen und Gebäude, Anlagen- und Telekommunikationstechnik, Prozessindustrie sowie Photovoltaik- und Windkraftanlagen.
Mit weltweit mehr als 2.400 Mitarbeitern erzielte die DEHNgroup im Geschäftsjahr 2022/2023 einen Umsatz von rund 460 Millionen Euro. Grundlagen für das stete Wachstum sind neben über 114 Jahren Erfahrung, höchste Qualitätsansprüche und eine weltweit konsequente Orientierung an Kunden und Märkten.
Herausforderung Standortentwicklung
Trotz mehrfacher Organisationsveränderungen und Erweiterung – irgendwann kommt wohl jedes wachsende Mittelstandsunternehmen einmal an den Punkt, an dem bestehende Kapazitäten nicht mehr ausreichen.
Dass dieser Punkt kommen wird, war den Verantwortlichen bei DEHN bewusst. Früh genug wurde im Umfeld des Stammstandortes ein Gewerbegrundstück erworben, das nicht nur das seinerzeit benötigte neue Logistikzentrum beherbergen konnte, sondern auch über eine definierte Entwicklungsachse verfügt. Dort hinein wurde die Perspektive der Elektronikfertigung bereits gedacht, als Umzugsgedanken vielen der bei DEHN Tätigen noch in sehr ferner Zukunft erschienen.
Eigentümer und Architekt hatten die Entwicklung des Werkes am neuen Standort bereits fest vor Augen. Das Werk sollte in definierten Abschnitten wachsen, und zwar flexibel. Die Vorerfahrungen am bestehenden, verwinkelten Grundstück mögen diesem Wachstumskonzept wohl erheblich Vortrieb geleistet haben.
Außerdem war klar: Das Produktions- und Logistikkonzept sollte ebenso modular und flexibel ausgelegt sein. Hierzu folgte man beim Entwurf der neuen Produktionsstruktur Prämissen:
- Wertstromfokus: Jedes Endprodukt soll möglichst unabhängig von anderen Produkten gefertigt werden, damit der Produktlebenszyklus möglichst ohne Auswirkungen auf andere Produkte durchlebt werden kann. Dazu wurden produktspezifisch sog. Segmente gebildet. Verrichtungsorientierte Prozesse wurden hingegen in sog. Centern zentralisiert.
- Standardisierung: Arbeitssysteme sollen weitgehend austauschbar entwickelt werden, damit die Arbeitssystem-Elemente flexibel in verschiedenen Produktsegmenten verwendet werden können. Zudem erleichtert eine standardisierte Struktur den Beschäftigten die Einarbeitung und damit das Wechseln zwischen verschiedenen Aufgaben, insbesondere in der Montage.
- Datengetriebene Planung: Sowohl Prozesse als auch Strukturen sind auf Basis von Analysen, digitalen Modellen und Kennzahlen begründbar.
- Interdisziplinäre Teamarbeit: Planungsteams für IT, Gebäude, Logistik und Produktion richten den neuen Standort gemeinsam aus.
Zur Umsetzung kam dem Industrial Engineering (IE) eine zentrale Rolle zu. Hier fallen die Aufgaben zur Prozess- und Layoutplanung zusammen. Michael Berschneider leitet das IE bei DEHN und fasst dessen Arbeitsweise so zusammen:
„Wir arbeiten datengetrieben, mit standardisierten Strukturen und Verständnis für die Beschäftigten. Daraus speist sich die Erfahrung unseres IE-Teams.“
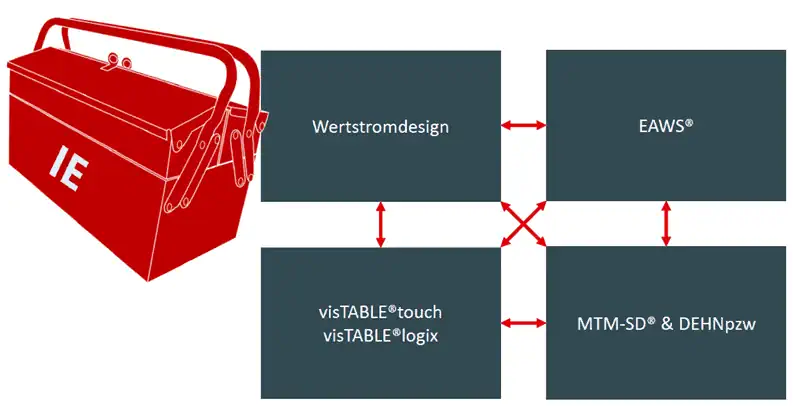
visTABLE® ist ein dort etabliertes Werkzeug. Neben den Software-Komponenten zur Prozessmodellierung (visTABLE®logix) und zur Layoutplanung (visTABLE®touch) kommen im IE bei DEHN das Wertstromdesign und die MTM-basierte ergonomische Prozessplanung mit Hilfe von EAWS® und MTM-Standard-Daten (MTM-SD®) zur Anwendung. Michael Mohren, Leiter der Prozessplanung bei DEHN beschreibt dieses Toolset gern als Werkzeugkasten des IE.
Rahmenbedingungen und Methodik
Bereits bei der Einführung von visTABLE® bei DEHN im Jahre 2018 wurde den Beteiligten deutlich, welches Potenzial durch konsequente Nutzung für die Prozess- und Layoutplanung an einem neuen Standort zu heben sein wird. Doch Standort- und Umzugsplanung in dieser Dimension war für die allermeisten vor Ort Neuland. Schließlich stellte die Investitionssumme von rund 50 Millionen EUR die bislang größte Einzelinvestition in der Unternehmensgeschichte dar. Entsprechend gab es auch Ungewissheit, ob die Neuplanung alle Erwartungen erfüllen konnte.
Klar war jedoch, dass bei einem solchen Projekt die Tore in der Planung geschossen werden. D. h. konsequentes Arbeiten im IE wird belohnt durch strukturierten und vorhersehbaren Hochlauf. Darüber hinaus fördert IE-Know-How bei der Planung neuer Produktionsstätten sogenannte weiche Faktoren, wie Motivation und Arbeitszufriedenheit. Dies ist nicht nur in der Region Oberpfalz ein wichtiger Standortfaktor, denn Fachkräftemangel ist heute eine überregionale Erscheinung. Michael Berschneider formuliert diese Herausforderung prägnant:
„Plan hard to work smart.“
Diesem Kredo folgend waren Grundkonzepte zu Gebäude und Logistik bereits durch die Vorarbeiten in der Standortentwicklung fixiert, was einige Freiheitsgrade begrenzte. So war beispielsweise klar, dass und wo ein zentrales AKL installiert werden wird und auch, dass die Ver- und Entsorgung der Produktion vom AKL durch fahrerlose Transportsysteme (AGV) erfolgt. Die Produktion sollte außerdem auf zwei Ebenen verteilt werden.
Soll-Ist-Vergleich: Sinn und Notwendigkeit
Bereits erste Überlegungen zur Realisierung des neuen Konzepts orientierten auf die Nutzung digitaler Daten für die logistischen Aspekte. Schnell war das ERP-System als Datenquelle identifiziert. Ein nahezu klassischer Vergleich des IST-Standes am bestehenden Standort mit dem SOLL am neuen Standort schien unter Einsatz von visTABLE® zum Nachweis der Effekte geeignet.
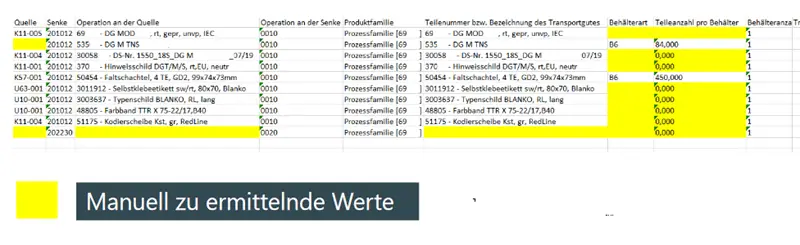
Ein Projekt-Coaching vom Softwareanbieter plavis machte jedoch deutlich, dass der IST-SOLL-Vergleich in diesem Projekt einen unangemessenen Aufwand erzeugt. Denn die durch externe Beratung postulierte Vermutung, eine Vergleichsbasis aus vorhandenen ERP-Daten generieren zu können, erwies sich als Irrweg. ERP-Daten enthalten in vielen Fällen zu wenige logistische Informationen. Sie folgen einer auf Produktionssteuerung und Fertigungsauftrags-Generierung ausgerichteten Modellbildung. Für Fragen der Standortentwicklung müssen sie in jedem Fall aufbereitet werden. So lassen sich Abfolge und Inhalt der Arbeitsschritte mit Hilfe selbst erstellter Transaktionen in eine tabellarische Form für den Import nach visTABLE®logix bringen, was jedoch lediglich zur Abbildung des Logistikablaufs genügt. Zur Aufwandsbewertung benötigt man zusätzlich die Transportintensität und damit die Transportlosgrößen. Diese Informationen fehlten im ERP und mussten manuell ergänzt werden. Im folgenden Bild sind die manuell zu ermittelnden und nachzupflegenden Daten gelb hervorgehoben.
Eine solche manuelle Datenerhebung wäre für das abzulösende und das neue Logistiksystem notwendig gewesen. Folgerichtig wurde die Entscheidung getroffen, die Ist-Analyse aufzugeben und stattdessen den Entwurf der neuen Prozess-Strukturen zu fokussieren. So konnte Freiraum zum Optimieren der Fabrikstruktur geschaffen werden. Zeit, die angesichts der umfassenden Restrukturierung dringend nötig war. Zudem entstanden bei der Soll-Analyse nachnutzbare Planungsmodelle in visTABLE®logix.
Top-down & Bottom-up
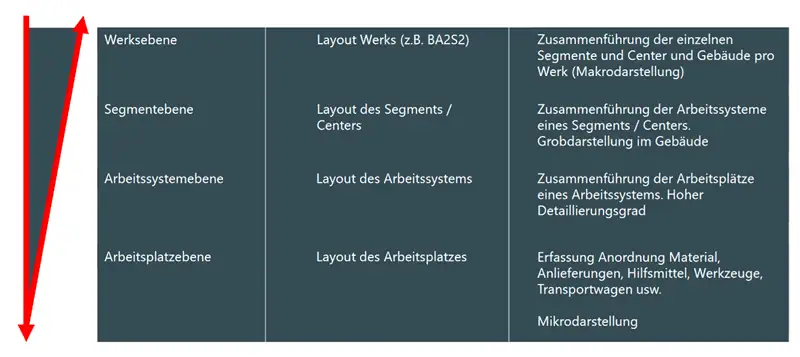
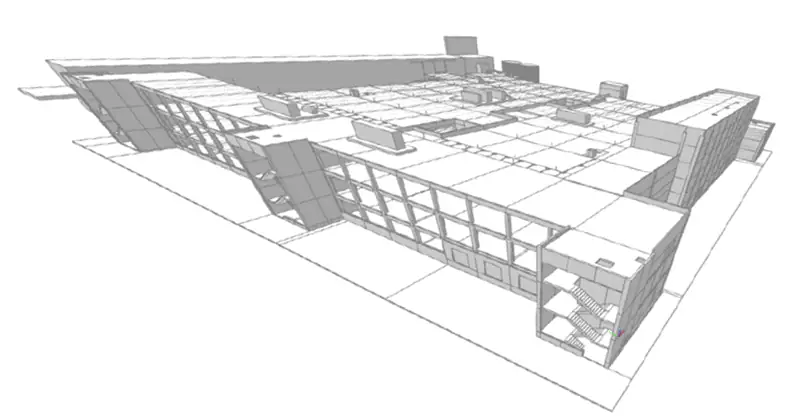
Methodisch folgte man beim Prozess- und Layoutentwurf dem Prinzip „Top-down entwerfen; bottom-up modellieren“. Die nächste Abbildung veranschaulicht das dabei verwendete hierarchische Fabrikmodell.
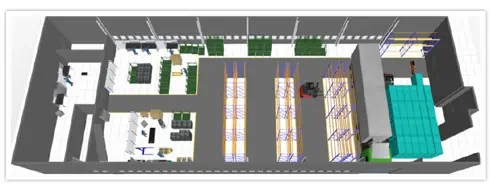
Dem folgend wurden Feinlayouts für Arbeitssysteme aus universell angelegten Standard-Arbeitsplätzen zusammengesetzt, deren Mikrolayout mit MTM-Prozessbausteinen und EAWS®-Analysen abgesichert wurde. Allein dieser Schritt stellte einen Paradigmenwechsel dar und forderte dem IE-Team neben hoher methodischer Kompetenz auch ein gesundes Maß an Überzeugungsarbeit ab. Die anschauliche 3D-Visualisierung der Arbeitssysteme mit visTABLE®, welche auch in einem VR-System nutzbar gemacht wurde, half den Produktionsmitarbeitern, die neuen Arbeitssysteme frühzeitig zu verstehen. Zudem konnten so bereits in der Entwurfsphase Verbesserungsansätze identifiziert und umgesetzt werden.

Schwerpunktthema Logistikkonzept
Neben der modellbasiert unterstützten Gestaltung der Wertschöpfungsseite für die Arbeitssysteme war ein digitales Modell für deren logistische Verknüpfung zu schaffen. Hierbei konnte visTABLE® seine funktionellen Stärken für die Fabrikstrukturplanung voll ausspielen. Verbunden mit dem auf MTM-Anwendung basierenden Know-How des IE-Teams von DEHN entstand ein wohlstrukturiertes digitales Prozessmodell. Dieses war nutzbar sowohl
- für die Absicherung der Fabrikstruktur mit Blocklayouts, als auch
- für das Design des Materialflusses innerhalb und zwischen den Arbeitssystemen.
Absicherung der Fabrikstruktur
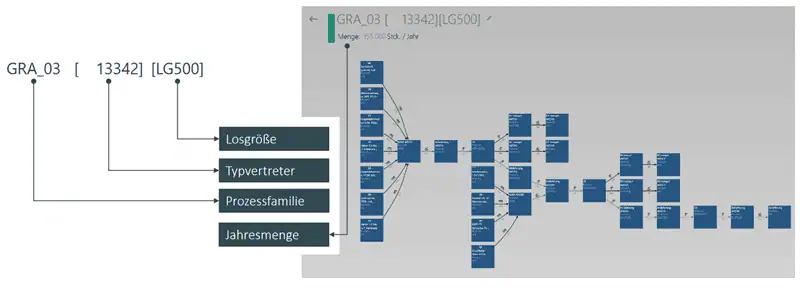
Eine Grundüberlegung war, die Variantenvielfalt durch Bilden von Prozessfamilien beherrschbar zu machen. Jede Prozessfamilie umfasst dabei eine Menge an Produkten, die bzgl. Herstellung und logistischer Handhabung ähnlich sind. Aus den Stückzahlplanungen für die aktuellen und perspektivischen Jahresbedarfe wurden die Output-Mengen pro Prozessfamilie und Jahr ermittelt.
Eine zweite Grundüberlegung bestand darin, das Behälterkonzept bereits frühzeitig zu fixieren. Damit konnten für alle Prozessfamilien die passenden Behälter in Abhängigkeit der benötigten Schichtmengen für die einzelnen Prozessschritte gewählt werden.
Mit Jahresstückzahl und Behälterfüllmengen waren zwei essenzielle Determinanten für die Transportintensitäten gesetzt. Die dritte und letzte Bestimmungsgröße der Transportintensität war die Anzahl Behälter pro Transport. Auch hier konnten durch frühzeitige Fixierung auf ein Konzept mit Bodenrollern i. V. m. Ver- und Entsorgung mittels FTS schnell überflüssige Freiheitsgrade eliminiert werden. Denn die maximale Behälteranzahl pro Bodenroller war pro Behältertyp pragmatisch aus praktischen Überlegungen heraus ermittelt.

Mit diesen 3 Werten entstand eine nachvollziehbare Beschreibung der notwendigen Transportanzahlen in visTABLE®logix. Durch Verknüpfung der Prozessfamilien mit Blocklayout-Objekten wurde ein experimentierfähiges Modell für die Fabrikstruktur auf Segment-Ebene in visTABLE® erzeugt. Damit war eine Entscheidungsunterstützung für die Frage gegeben, welche Produktionsbereiche wo und insbesondere in welcher der beiden Etagen im Produktionsgebäude einziehen sollten. Betrachtet wurden dabei alle Ressourcen innerhalb des Gebäudes zzgl. der Schnittstelle zum benachbarten Logistikzentrum.
Das visTABLE® Blocklayout wurde danach um die logistischen Achsen ergänzt, wobei die beiden Aufzüge in dem Flächenmodell als strukturbildende Funktionseinheiten betrachtet wurden. Eine geeignete Anordnung der Segmente pro Etage war nun unter Beachtung der hohen Transportanzahlen zu den Aufzügen und wiederum unter Nutzung der visTABLE®Funktion „Anordnungsoptimierung“ zu finden.

Die zukünftige Stückzahlerwartung konnte berücksichtigt werden, indem unterschiedliche Szenarien für die Ausbringung der o. a. Prozessfamilien via Excel-Schnittstelle eingespielt wurden.
Materialflussdesign und Datengewinnung
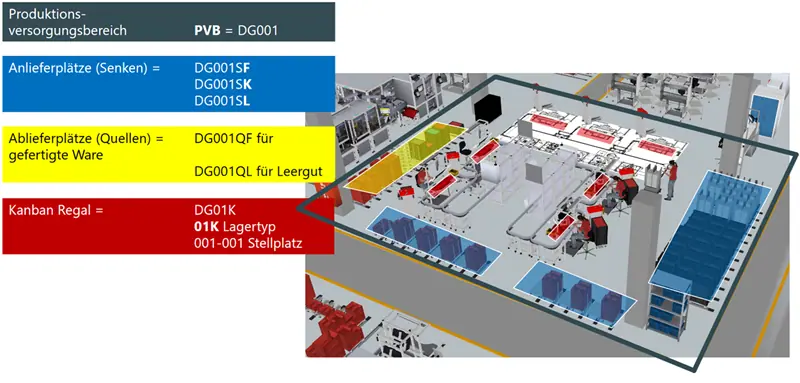
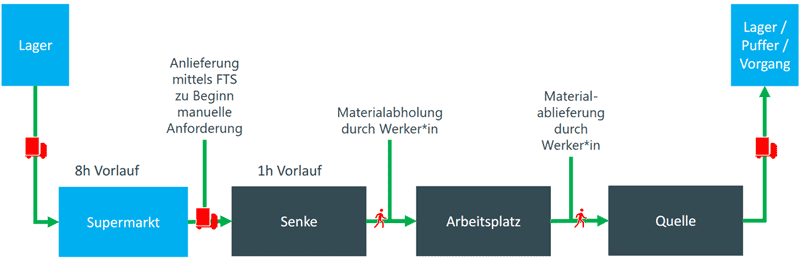
Voraussetzung für die Verfeinerung des Logistikkonzepts war die innere Strukturierung der Blöcke der Segmentebene. Dazu wurden Segmente je nach Komplexität in Produktionsversorgungsbereiche (PVB) gegliedert. Die Anordnung der Arbeitssysteme sowie der An- und Ablieferplätze innerhalb der Segmente bildete den nächsten Planungsschwerpunkt. Hier setzte man – wie bei den Arbeitssystemen – auf standardisierte Strukturen, so dass die Logistikseiten aller PVBs demselben Grundmuster folgten.
Damit entsprach auch jeder Warenstrom für jeden PVB dem gleichen Schema, was für die Modellierung ein erheblicher Vorteil war. Denn nun konnte man ausgehend von einem Typprozess relativ einfach alle weiteren Prozessgraphen duplizieren und ressourcenseitig anpassen.
Hervorzuheben ist an dieser Stelle, dass diesem Schema folgend die Planung für alle Warenströme pro PVB mit einem einheitlichen Excel-Schema erfolgen konnte. Dieses war durch Export aus visTABLE®logix einfach zu gewinnen und den Fachbereichen in der Handhabung leicht zu vermitteln. Die Datenermittlung konnte so auf mehrere Schultern parallel verteilt werden. Die von den Fachbereichen ergänzten Excel-Vorlagen importierte man wieder in visTABLE®logix und erreichte schnell eine sowohl umfassende als auch modular strukturierte Bewegungsdatenbasis.
Michael Mohren berichtete dazu:
„Die Einbindung der Fachbereiche via Excel war für uns eine enorme Erleichterung. Wir haben nur kurz erklärt, was wo einzutragen ist. Excel hat jeder an seinem PC. So war die Thematik Losgrößen nicht nur einfach vermittelbar, sondern es wurde auch allen bewusst, welche Bedeutung das für die Auslegung des ganzen Systems hat.“
Planung der Ver- und Entsorgung mittels FTS
Zur vollständigen Dimensionierung des AGV-Systems waren alle zu erwartenden Transportaufwände zu berücksichtigen. Da man die Versorgungsaufwände bereits mit hoher Sicherheit vorausbestimmt hatte, war auch die Ableitung der Leerbehälterlogistik möglich.
Denn naturgemäß ergeben zwischen den Fertigungs- bzw. Montagestufen unterschiedliche Zu- und Abgangsmaterialien mit entsprechend unterschiedlichen Anforderungen an die Verpackung. Es waren folglich sowohl Leerbehälter für ausgehendes Material bereitzustellen als auch leere Behälter für Vormaterial zurück in den Logistik-Kreislauf zu bringen. Dem Lean-Ansatz folgend sollten die Behälter während des Handlings am Verbrauchsort sortenrein für den Abtransport zusammengestellt werden. So war nachträgliches Handling im Logistikbereich vermeidbar.
All das erforderte eine dezidierte Planung des Leerbehältermanagements. Zum einen mussten die Materialbereitstellungs-Zonen der Segmente und Center entsprechend dimensioniert und gestaltet werden. Auf der anderen Seite ging es um die Transportaufwände der AGVs. Durch die visTABLE®-typische integrierte Betrachtung von Prozess und Layout konnte auch hier mit etwas Vorüberlegung schnell ein transparentes, nachnutzbares digitales Planungsmodell geschaffen werden.
Kern war die Transport-Losgrößenbetrachtung für Leerbehälter. Denn diese konnten auftragsunabhängig unter Nutzung der maximalen Transportkapazitäten des logistischen Systems behandelt werden. Denn Leerbehälter sind im Gegensatz zu den durch Kundenauftrag terminierten Materialien nicht Teil des durchlaufzeitkritischen Wertschöpfungsprozesses. Sie können nach Behältertyp klassifiziert in Standard-Transportlose eingeordnet werden. Ihr Anfall wird aus den pro Prozessfamilie kalkulierten Jahresmengen berechnet. Im folgenden Beispiel ist das illustriert:

Erläuterung zur spezifischen Verwendung der Datenfelder:
- Behälter/Transport: Der Leerbehälter B3 wird mit AGV auf dem Netz „BR FTS“ zu 16 Stück pro Transport bewegt, manuell werden 2 solcher Behälter auf einmal getragen.
- Teile/Behälter: Hier wird beim Logistik-Modell von DEHN prinzipiell die Fertigungs-Losgröße angesetzt. Für die Prozessfamilie EBP_11 sind das 1300 Einheiten.
- Transportierte Menge/Produkt: Es wird die durchschnittliche Menge an Komponenten erfasst, die an einer Einheit der Prozessfamilie EBP_11 verbaut und mit dem Behälter B3 bereitgestellt werden.
Feuertaufe Umzug
Mittlerweile ist am Standort die Produktion wie geplant eingezogen, längst keine Selbstverständlichkeit bei großen Projekten. Für die Umzugsplaner war das digitale Fabrikmodell dabei enorm wertvoll, das Umzugsteam zeigte sich begeistert. Josef Wittmann erörterte:
„Aus der Praxis heraus hat sich die Struktur des Layouts (PVB-Struktur, Arbeitsplatz-Struktur und die detaillierte Bezeichnung von Quellen und Senken für das AGV) sehr positiv auf die Arbeitsweise bei der Aufstellung von Anlagen und Maschinen/Arbeitsplätze ausgewirkt.“
Sein Kollege, Michael Völkl, führte darüber hinaus auch einen Vorteil beim Umzugsablauf an:
„Die Prozessstruktur und die daraus resultierenden Prozessfamilien gaben uns die Möglichkeit prozessweise und nicht anlagenweise umzuziehen.“
Insbesondere der visTABLE®Viewer war beim Umzug eine enorme Hilfe, ergänzt Herr Mohren:
„Die Kollegen aus der Projektleitung als auch die Kollegen vor Ort, hatten alle den visTABLE®Viewer installiert, jederzeit Zugriff auf das Layout und somit auf alle benötigten Informationen. Das Layout bzw. der visTABLE®Viewer waren das Kommunikationsmittel beim Umzug.“
Für die Umzugsplanung und -umsetzung wurden folgende Punkte als vorteilhaft benannt:
- Man konnte immer selbstständig und ohne Rückfragen arbeiten.
- Auslesen und Messen der genauen Position im Layout war über den visTABLE®Viewer jederzeit jedermann möglich.
- Mit Hilfe des digitalen Layouts und dem visTABLE®Viewer konnten die Umzugsaufgaben gesteuert werden.
Fast nebenbei erwähnte Michael Mohren, dass die IT für die Vernetzung der Arbeitssysteme und der Installation der Terminals (BDE/MES) ebenfalls Layoutinformationen aus dem visTABLE®Layout verwendete. Auch hier gab es weniger Rückfragen, da alles detailliert und einheitlich bezeichnet war. Weiterhin betonte er:
„Das Gleiche gilt eben auch für die Logistik. Hier ging es um die Programmierung der Quellen und Senken für das AGV und das Kleben der Markierungen.“
Fazit
Lessons learned
Eine Erkenntnis aus diesem Projekt war, dass Layoutplanung mit visTABLE® bei DEHN zukünftig den globalen Standard bilden wird. Chef-Prozessplaner Michael Mohren hat darüber hinaus sehr deutlich gemacht, dass Methodik und Motivation der Projektbeteiligten Hand in Hand gehen müssen, um trotz passfähiger Werkzeuge erfolgreich zu sein. Seine Devise lautet
„Kapieren statt Kopieren.“
Damit veranschaulicht er, dass Verständnis ein erheblicher Motivationstreiber ist:
- Seitens der produktiven Belegschaft war Verständnis für die geplanten Arbeitssysteme auschlaggebend für ihre aktive und konstruktive Mitwirkung im Projekt. 3D- und VR-Visualisierung gehörten zu den maßgeblichen Erfolgsfaktoren zur Akzeptanzbildung.
- Für die Planenden ging es um das Verstehen der verwendeten Modelle, Methoden und Werkzeuge, sei es MTM zur Gestaltung der Arbeitsabläufe oder die Modellbildung für visTABLE®logix bzgl. der Logistik. Denn das Denken in planerisch-abstrahierten Kategorien wie Prozessfamilien oder Typvertretern ist für viele im Produktions-Tagesgeschäft eine ganz neue Erfahrung.
Zum Abschluss dieses Erfahrungsberichts soll ein Zitat aus dem Projektteam von DEHN nicht unerwähnt bleiben. Denn kein Statement macht den Mehrwert durch visTABLE® bei der Standortentwicklung deutlicher als dieses. Es fiel spontan zu einem Zeitpunkt, als der Rohbau gerade im Entstehen war:
„Wir kennen heute unseren zukünftigen Standort besser als den bestehenden.“
Danksagung
Wir von plavis möchten uns sehr herzlich bei der Fa. DEHN für die Möglichkeit bedanken, diese Anwendungserfahrungen mit der visTABLE®Community teilen zu dürfen. Dank gebührt insbesondere dem IE-Team. Denn durch den regelmäßigen Austausch mit tiefen Einblicken in die Herausforderungen dieser Standortplanung wurden auch neue Anforderungen an die Software erkannt. So konnten z. B. neue Filterkriterien in visTABLE®logix sowie der selektive Export von Produktfamilien zeitnah in visTABLE® Updates einfließen und noch während der Projektlaufzeit Nutzen für alle User stiften.
Verwandte Themen: