Brief portrait DEHN SE
DEHN is a leading, family-owned electrical engineering company and serves the global market from its headquarters in Neumarkt, Germany. Its comprehensive portfolio addresses the megatrends of our time – from e-mobility and renewable energies to the protection of critical infrastructure. DEHN offers wide-ranging solutions and services relating to lightning and surge protection as well as industrial safety, and is recognized as a leading innovator in these fields with more than 1,100 patents. The company’s products protect people and buildings in many different settings, from telecommunications and process engineering to photovoltaic systems and wind turbines.
With more than 2,400 employees worldwide, DEHN reported revenues of around 460 million euros in the fiscal year 2022/2023. Its constant growth is driven by a combination of almost 115 years of experience, commitment to the highest quality standards and a consistent orientation towards customers and markets worldwide.
Site development as a challenge
However, much attention is paid to regular organizational optimization and plant expansion, there comes a time when any growing medium-sized company finds that its existing capacities are no longer sufficient.
The responsible managers at DEHN were well aware of this inescapable fact. A commercial property was acquired just a few kilometers from the main plant at the earliest opportunity, not only as a site for the urgently needed new logistics center but also as a nucleus for further site developments. Due consideration was already given to the future prospects for electronics manufacturing, even at a time when the idea of a major relocation was something for the far-off future for most people associated with DEHN.
The owners and the architect, however, had a clear vision of developments at the new site in mind. The plant was to grow in defined stages – but with maximum flexibility. Their prior experience of a site characterized by its countless nooks and crannies was probably a significant factor contributing to this growth concept.
Furthermore, it was clear that the production and logistics concept needed to be just as modular and flexible. The design draft of the new production structure was based on the following requirements:
- Focus on the value stream: All end products are to be manufactured as independently of other products as possible, to ensure that the various stages of the product life cycle do not affect other products. To this end, so-called ‘segments’ were created for each specific product. Operation-oriented processes, on the other hand, were concentrated in so-called ‘centers’.
- Standardization: Work systems are to be designed such that they are largely interchangeable, ensuring that the work system elements can be used flexibly in different product segments. A standardized structure, furthermore, simplifies employee familiarization and makes it easier for them to switch between different tasks, especially in assembly.
- Data-driven planning: Both processes and structures can be explained based on analyses, digital models, and figures.
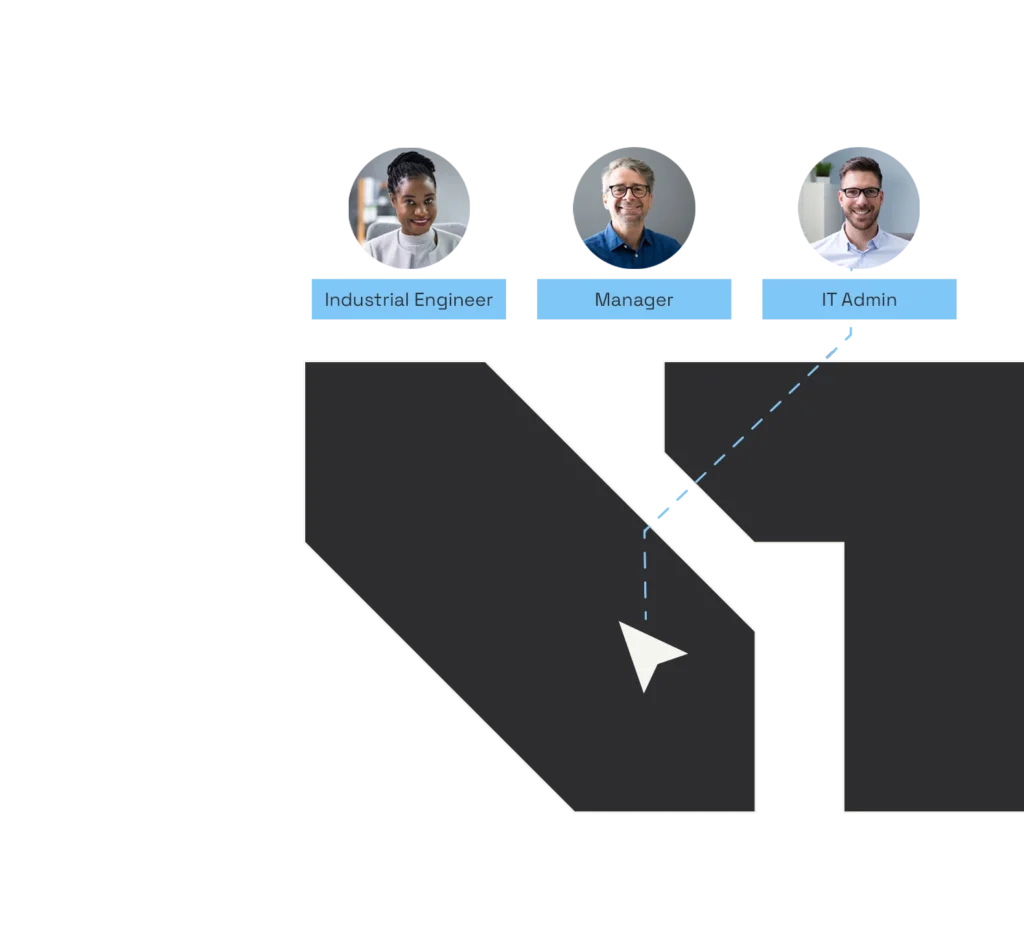
- Interdisciplinary teamwork: The new site is to be erected jointly by the IT, buildings, logistics, and production planning teams.
Industrial engineering (IE) assumes a key role in project implementation, bringing together the tasks of process and layout planning. Michael Berschneider is in charge of industrial engineering at DEHN and summarizes the work approach as follows:
“Our work is data-driven, building upon standardized structures and appreciation for the needs of employees. That is what fuels the experience of our IE team.”
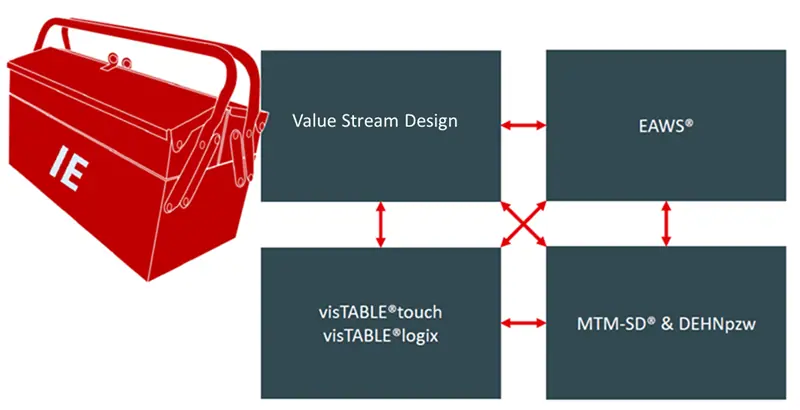
visTable® is here an established tool. In addition to the software components for process modeling (visTable®logix) and layout planning (visTable®touch), DEHN also relies on Value Stream Design and MTM-based ergonomic process planning using EAWS® and MTM standard data (MTM-SD®). Michael Mohren, head of the process planning at DEHN, likes to call this his ‘IE toolset’.
General set-up and methodology
The potential that could be realized through consistent use in process and layout planning at the new site was already evident to everyone involved when visTable® was first introduced at DEHN in 2018. But site and relocation planning of such dimensions was new and uncharted territory for the vast majority of stakeholders at the site. After all, the investment sum of around 50 million euros was the biggest single investment in the company’s history. Accordingly, there was also uncertainty as to whether the new plans would meet all expectations.
There was agreement, however, that the groundwork for success in such a project is laid in the planning phase. In other words: Consistent work in IE would be rewarded with a structured and predictable ramp-up. Furthermore, IE know-how leverages so-called soft factors such as motivation and work satisfaction when planning new production facilities. This is an important aspect, not only in the Oberpfalz region, because shortages of qualified personnel are today a nationwide phenomenon. Michael Berschneider formulates the challenge very succinctly:
“Plan hard to work smart.”
Following this principle, the general concepts for the buildings and logistics facilities were already defined in the preparatory work on site development, even though this limited certain freedoms. For example, it was already determined that a central external unheated warehouse would be installed and where this would be, and also that production supplies from and product removal to the external warehouse area would be realized by way of automated guided vehicles (AGV). In addition, the production was to be distributed over two levels.
Comparison of status quo and planning: Meaningfulness and necessity
From the very beginning, it was decided that the new concept would be based on the use of digital data for all logistics aspects. The ERP system was soon identified as the data source. An almost classic comparison between the current situation at the existing site and the proposals for the new site using visTable® seemed ideally suited to verify the desired effects.
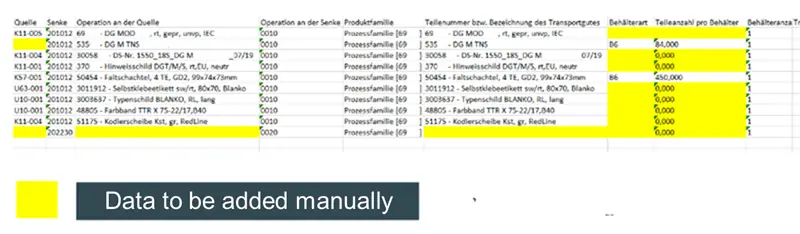
The project coaching offered by software provider plavis, however, showed that a comparison between the status quo and the planning would result in unreasonable outlay for this project. The conclusion drawn from advice given by an external consultant, namely to establish a basis for comparison from existing ERP data, turned out to be a mistake. There is often insufficient logistics information in the ERP data, as the modeling is instead targeted towards production control and the generation of manufacturing orders. In any event, the data must be prepared accordingly before they can be used in matters of site development. A series of transactions could be created in-house to allow the sequences and contents of the work steps to be brought into tabular form for importing into visTable®logix, but that would only be sufficient for mapping the logistics sequences. To be able to evaluate the inputs required, the transport intensities and thus the transport batch sizes must also be known. This information was missing in ERP and would have to be added manually. The data still to be determined and added are highlighted in yellow in the diagram below.
Such data needed to be determined manually for both the existing logistics system and its replacement. Consequently, it was decided to abandon the idea of analyzing the status quo and instead to focus on drafting new process structures. This freed up capacity for optimization of the factory structures – time that was urgently required in view of the comprehensive restructuring. In addition, analysis of the target state yielded planning models that can be reused in visTable®logix.
Top-down and bottom-up
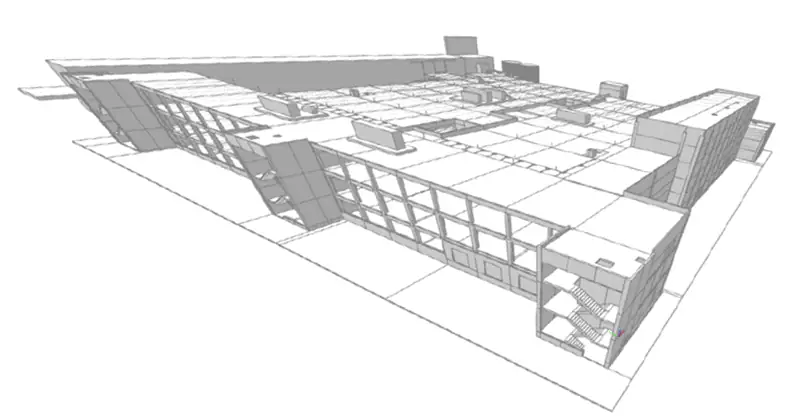
Methodically, the process and layout design adopted the principle of top-down drafting and bottom-up modeling. The hierarchical factory model used in this method is illustrated in the diagram below.
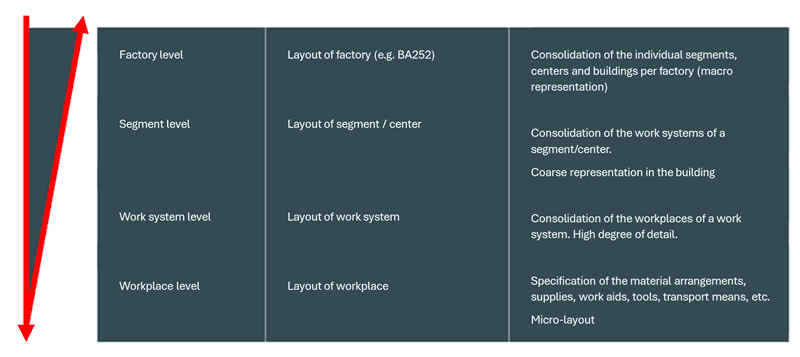
As a result, the fine layouts for the work systems were compiled from universally designed standard workplaces whose micro-layouts were defined by way of elements of an MTM process and EAWS® analyses. This step alone represented a paradigm shift and called for a healthy amount of persuasion on the part of the IE team, in addition to high methodical expertise. The striking 3D visualization of the work systems in visTable®, which was also made accessible in a VR system, helped the production employees understand the new work systems from an early stage. Furthermore, it became possible to identify and implement suggestions for improvement already during the design phase.

Central topic: Logistics concept
Alongside the model-based design of the value-added chain for the work systems, a digital model for their logistical linking was required. visTable® was here able to demonstrate its functional capabilities in factory structure planning to the fullest extent. When paired up with the MTM-based know-how of the IE team at DEHN, this produced a well-structured digital process model that could be used both
- to define the factory building structure by way of block layouts, and
- to design the material flow within and between the work systems.
Defining the factory building structure
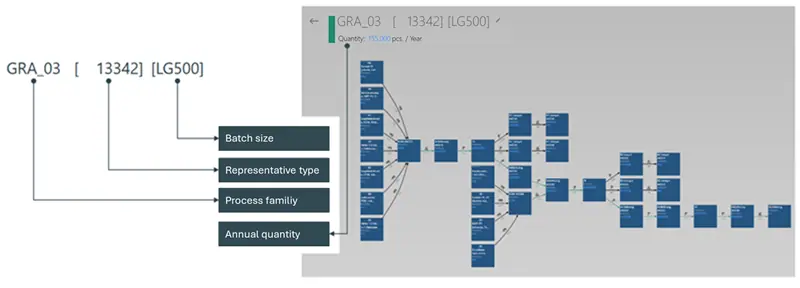
One fundamental consideration was to enable control over the variant diversity by forming process families. Each process family comprises a set of products that are similar in terms of manufacturing and logistics handling. The output quantities per process family and year were determined from the quantity planning for the current and future annual requirements.
A second fundamental consideration was to specify a final container concept at the earliest possible stage. In this way, it was possible to select the appropriate containers for all process families in accordance with the required quantities per shift for the individual process steps.
Two essential determinants for the transport intensities were set, namely the annual quantities and the container capacities. The third and final variable required to determine the transport intensities was the number of containers per transport. Here, too, the early specification of a concept based on the use of transport dollies in conjunction with supply and removal by way of automated guided vehicle (AGV) systems served to eliminate redundant degrees of freedom; the maximum number of containers per transport dolly was determined pragmatically according to practical considerations.

These three values were taken as the starting point for a meaningful description of the required numbers of transports in visTable®logix. An experimental model for the segment-level factory building structure was then created in visTable® by linking the process families with block layout objects. This facilitated a decision as to which production areas were to be located where – and on which of the two floors in the production building, in particular – taking into account all resources present within the building as well as the interface to the adjacent logistics center.
Subsequently, the visTable® block layout was expanded by adding the logistics axes, with the two elevators in the area model being regarded as structural-functional units. The next step was then to find a suitable arrangement for the segments on each floor, taking into account the high numbers of transports to the elevators and applying the visTable® function “Layout optimization”.

It was possible to take future quantity expectations into account by importing different scenarios for the output from the aforementioned process families via an interface to Excel.
Material flow design and data acquisition
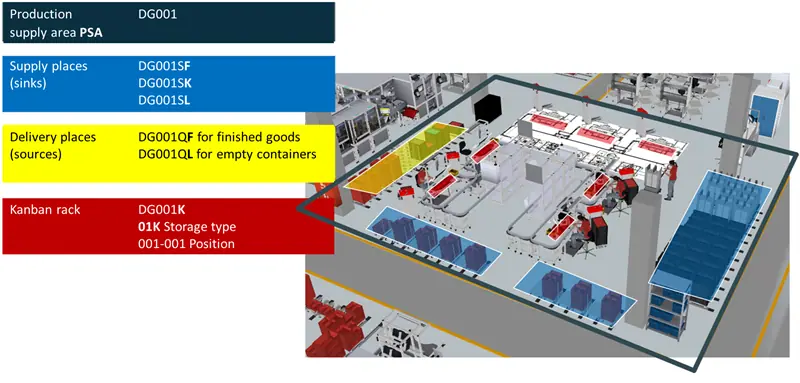
The prerequisite for refinement of the logistics concept was the internal structuring of the blocks at the segment level. To this end, the segments were organized into production supply areas (PSA) according to their complexity. The next core task in planning was to arrange the work systems and the supply and delivery places within each segment. As with the work systems, this was done based on standardized structures to ensure that the same basic pattern was used for the logistics aspects of all production supply areas.
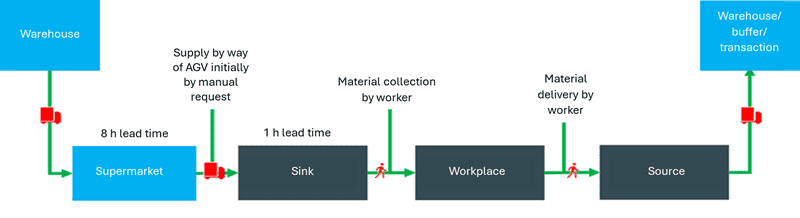
Accordingly, all product flows also followed the same pattern in every PSA. This was a significant advantage for the modeling, as it was relatively simple to duplicate one typical process to create all further process graphs and then to adapt them with reference to their corresponding resources.
It can be emphasized at this point that it was in this way possible to plan all PSA product flows using one and the same Excel template. Furthermore, it was a simple matter to export this template from visTable®logix and to explain the required handling in the departments. The burden of data acquisition could thus be spread over several shoulders. The data entered into the Excel templates in the various departments was then imported back into visTable®logix and allowed the fast creation of a both comprehensive and modularly structured movement database.
Michael Mohren elaborates:
“The involvement of the technical departments via Excel made everything so much simpler for us. We just had to explain briefly where individual data were to be entered. Everyone has Excel on their PC. The question of batch sizes was thus readily understood and everyone was also aware of its importance for the overall system design.”
Planning supplies and removal by way of AGVs
To enable full dimensioning of the AGV system, it was necessary to quantify all expected transport requirements. As the supply transport needs had already been determined with a high degree of certainty, it was also possible to derive corresponding data for empty containers.
There are naturally various incoming and outgoing material flows with correspondingly different packaging requirements to be transported between individual manufacturing and assembly stages. It was thus necessary not only to provide empty containers for the outgoing materials but also to return the subsequently empty supply containers to the logistics loop. Following the lean approach, the empty containers were to be sorted by type during handling at the individual workplace to optimize the return process. In this way, the need for additional handling in the logistics area could be avoided.
This all called for dedicated planning of the empty container management. On the one hand, the material staging zones of the segments and centers had to be dimensioned and designed accordingly. At the same time, the AGV transport demand was to be taken into account. Here, too, thanks to visTable®’s integrated process and layout views, a few initial considerations were quickly molded into a transparent and workable digital planning model.
The core of the solution was an appraisal of the transport batch sizes for empty containers, as this aspect could be handled independently of any production order by utilizing the maximum transport capacities of the logistics system. After all, empty containers are not elements of a time-critical value chain process, unlike the materials assigned to a scheduled customer order. They can be collected into standard transport batches based on container type. Their numbers can be determined from the calculated annual quantities per process family. This is illustrated in the following example:
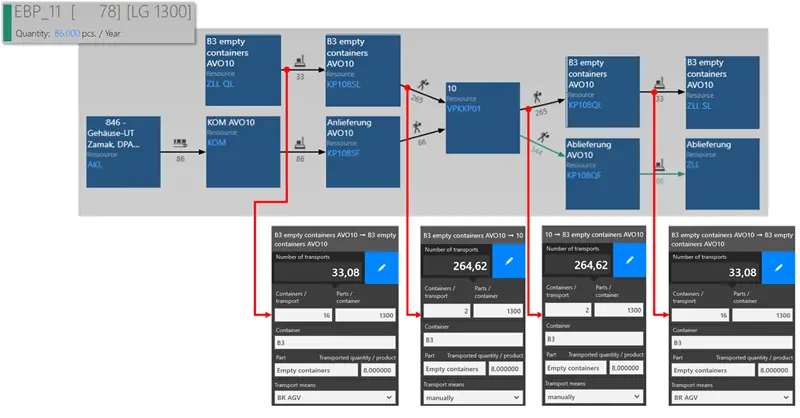
Notes on specific entries in the data fields:
- Containers/Transport: An AGV on the system “BR AGV” moves 16 empty units of container type B3 per transport, while 2 such containers can be carried manually.
- Parts/Container: For the DEHN logistics model, this figure is always the manufacturing batch size. For the process family EBP_11, this means 1,300 units.
- Transported quantity/Product: The average quantity of components required for one unit of the process family EBP 11 and supplied by way of container type B3.
Baptism of fire successfully mastered
In the meantime, production has moved to the new plant facility as planned, something that can never be taken for granted in the case of such large-scale projects. For the relocation planners, the digital factory model was an enormous benefit, and the whole relocation team was more than delighted. Josef Wittmann explains:
“From a practical perspective, the structuring of the layout (PSA structure, workplace structure and the detailed source and sink specifications for the AGV systems) had a very positive effect for the way we went about installing the machine systems and workplaces.”
His colleague Michael Völkl mentions a further detail that proved especially advantageous:
“The process structure and the resulting process families enabled us to organize the relocation by processes and not simply to move one machine after another.”
Michael Mohren adds that the visTable®Viewer was particularly useful during the move:
“The project managers and the colleagues on site had all installed the visTable®Viewer, which gave everyone access to the layout and all relevant information at any time. You could say that the layout and the visTable®Viewer were our basic means of communication for the relocation.”
The following points were reported as beneficial for the relocation planning and realization:
- It was possible to work independently without constantly checking back with questions.
- The visTable®Viewer allowed everyone to display and measure the exact layout positions at any time.
- All relocation tasks could be managed effectively with the digital layout and the visTable®Viewer.
Almost in passing, Michael Mohren mentions that the IT department responsible for networking of the work systems and installation of the data terminals (PDA/MES) also used layout information from the visTable® layout. Here, too, there was less need to check back with questions, because everything was described uniformly and in full detail. Furthermore, as he points out:
“The same also applies in the logistics department with regard to the programming of the sources and sinks for the AGV systems and the placing of markings.”
Conclusion
Lessons learned
One conclusion that could be drawn from the project is that DEHN’s layout planning with visTable® will serve as a global standard in the future. Head process planner Michael Mohren also made it very clear that the methodology and the motivation of everyone involved in the project must run hand in hand in order to achieve success, even with ideally suitable tools. His motto is
“Understanding beats imitation.”
This embodies how understanding is a significant driver of motivation:
- As far as the production employees were concerned, an understanding of the planned work systems was decisive for their active and constructive contributions to the project. 3D and VR visualization were key factors in building acceptance.
- For the planners, it was important to understand the models, methods, and tools used, whether MTM for the work process design or modeling for visTable®logix and the logistics. After all, the need to think in abstract categories such as process families or representative types is an entirely new experience for many in the daily business of manufacturing production.
To conclude this user report, there is one comment from the project team at DEHN that simply cannot remain unmentioned. No other statement conveys the added value to be derived from the use of visTable® in site development more vividly. It stems from the time when the bare shell of the building was still under construction:
“We already know our future location better than our existing one.”
A few words of thanks
plavis is especially grateful to DEHN for the permission to share its user experiences with the visTable® community. Particular thanks are here due to the IE team. Our regular exchanges and the deep insights into challenges encountered during planning of the new site also enabled us to identify new demands to be met by the software. New filter criteria in visTable®logix and the selective exporting of product families, for example, were incorporated promptly into visTable® updates and could thus benefit all users even before completion of the project.
Related topics: